СПОСОБ РЕМОНТНЫХ РАМЕРОВ
Определение ремонтных размеров шеек вала
При восстановлении вала способом ремонтных размеров следует определить ремонтные размеры шеек вала. При этом следует иметь в виду, что для подавляющего большинства двигателей, выпускаемых не менее пяти лет, можно найти вкладыши подшипников коленчатого вала с ремонтным уменьшением 0,25 и 0,50 мм. Для более старых двигателей часто имеются ремонтные размеры 0,75 мм, реже — 1,0 мм. Вкладыши следующих ремонтных размеров (1,25 и 1,50) встречаются редко. Для относительно новых двигателей вкладыши некоторых ремонтных размеров (обычно 0,25 и 0,50 мм) могут поставляться в запасные части от фирм-производителей автомобилей.
Перед определением ремонтного размера шеек коленчатого вала конкретного двигателя желательно располагать информацией о том, какие ремонтные вкладыши существуют и могут быть приобретены. Поэтому, например, не следует шлифовать вал в какой-либо ремонтный размер до момента получения (приобретения) необходимых вкладышей.
Учитывая, что все способы восстановления коленчатых валов уменьшают надежность их работы, желательно шлифовать вал в один из существующих ремонтных размеров, даже если этот размер соответствует последним ремонтам — 0,75 мм, 1,0 мм и более. К восстановлению шеек следует прибегать только при таких износах, когда последний ремонтный размер уже не проходит, а другого (в том числе, нового) вала приобрести не удается.
Зазор в подшипниках — величина, наиболее сильно влияющая на весь результат ремонта. Так, при зазоре 0,07+0,09 мм увеличивается шум двигателя, может упасть давление масла, что снизит ресурс. В то же время: зазор менее 0,03 мм становится опасен задирами и заклиниванием подшипника. Кроме того, меньший зазор требует , точности обработки постели, в то время как после подготовительной работы и, особенно, после непродолжительного и прогрева, геометрия постели уже не будет идеальной. Вследствие этого не следует стремиться к очень малым зазорам.
Измерение сопряженных деталей
Другой способ определения ремонтного размера предполагает последовательное измерение сопряженных деталей. Измеряется диаметр постели нутромером. Затем с помощью микрометра и шарика подшипника определяется толщина вкладыша. Измерения толщины вкладыша выполняются ближе к середине. следует учитывать отклонения формы постёли и зазор нигде не должен быть меньше 0,03 мм.
Следует отметить, что при измерениях постелей подшипников нередко оказывается, что их размер превышает уже заданный в литературе максимальный на 0,02 мм. Для шатунов это может быть исправлено обработкой отверстия постели в то же время как обработка постелей коренных вкладышей без специализированного оборудования проблематична. Небольшая их деформация, может быть компенсирована соответствующим незначительным увеличением диаметра вала. В любом случае все измененения размеров должны выполняться только после тщательных измерений, чтобы избежать ошибок, приводящих к недопустимому уменьшению зазоров в подшипниках.
Для сильно изношенных валов (износ шеек более 0,10-0,15 мм) определение ремонтного уменьшения диаметра шеек имеет особенности. Если вал не деформирован или правился, то основное внимание должно быть уделено шатунным шейкам. Так, максимально возможный ремонтный диаметр зависит от износа и овальности шейки. Практика показывает, что сильно изношенные шейки всегда овальны, причем максимальный износ наблюдается в направлении, близком к радиусу кривошипа. Например , максимальный износ шейки 0,15 мм, а овальность 0,1 мм то шейка вала пройдет в ремонтное уменьшение 025 мм. Биение коренных шеек вала еще больше усложняет подбор ремонтных размеров для шатунных шеек, исходя из условия сохранения хода поршня. Кроме того, после длительной эксплуатации двигателя и, особенно, серьезных повреждений шатунных шеек вал может иметь остаточное скручивание, когда, например, оси попарно расположенных шатунных шеек не совпадают. Чем сильнее износ и эллипсность шатунных шеек и чем меньше припуск на шлифование, тем, очевидно, сложнее обеспечить равенство радиусов кривошипа и общую ось парных шеек. На практике эти требования часто удается выполнить только при неоправданно больших ремонтных уменьшениях диаметров, а в некоторых случаях не удается вообще.
При сильном износе шатунной шейки и минимальном припуске на шлифование нередко приходится переходить на новую ось шейки, смещенную относительно старой на меньший радиус на величину, близкую к половине эллипса .
Обычно эта величина не превышает 0,1-0,3 мм, что является допустимым для всех типов двигателей легковых автомобилей (включая дизельные). Смещение более 0,3-0,5 мм может быть нежелательно для дизелей, это вызывает заметное снижение степени сжатия. Поэтому во всех случаях, когда обеспечить одинаковые радиусы кривошипов невозможно, следует стремиться к минимальной их разнице.
Вследствие деформации вала происходит увод осей шатунных шеек на различное расстояние от оси вращения вала. В результате деформации вала оси крайних шатунных шеек слабо отклоняются от своих прежних радиусов, в то время как оси средних шеек переходят на новые радиусы вращения (рисунок 3.3.19), если эти шейки находятся в плоскости деформации вала или рядом с ней (±30-40°). Шатунные шейки, расположенные в плоскостях, перпендикулярных плоскости деформации вала, смещаются в окружном направлении.
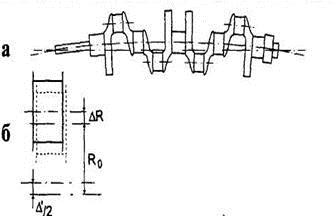
Рисунок 3.3.19 — Переход шатунных шеек на новые радиусы вращения при деформации вала:
а — деформированный вал; б — шейка имеет радиус вращения больше номинального.
На практике наиболее часто встречается случай, когда вал максимально деформируется по наиболее изношенной шейке, при этом направление биения коренных шеек получается к шатунной шейке (сжатие щек вала). Тогда происходит взаимная частичная компенсация износа и биения, в результате чего ремонтный диаметр можно сделать несколько больше.
Элементарный расчет показывает, что даже при не очень большом повреждении шатунной шейки из-за разрушения шатунного подшипника использовать ремонтное уменьшение -0,25 мм оказывается проблематично. Однако при оценке ремонтного уменьшения диаметров шеек необходимо ориентироваться в первую очередь на минимальный съем металла, а условия равенства радиусов кривошипов или общая ось попарно расположенных шеек второстепенны, но весьма желательны, особенно с точки зрения уравновешенности вала.
Если деформированный вал не правится, то часто наблюдается следующая картина. После разрушения крайнего шатунного подшипника образуется деформация вала у этой шейки в плоскости вала. Поскольку износ шейки имеет односторонний характер (сверху), он частично компенсируется биением. В то же время биение средних шеек может оказаться таким, что уже именно они будут определять ремонтное уменьшение размера. У валов шести и восьмицилиндровых двигателей наблюдается более сложная картина, поскольку их шатунные шейки не лежат в одной плоскости. Таким образом, ремонт деформированных валов без применения правки представляет собой достаточно сложную техническую задачу.
В зависимости от деформации (биения) вала способы ремонта будут следующими:
1)биение до 0,08-^0,10 мм — традиционный ремонт — шлифование всех шеек в ремонтный размер 0,25 или 0,50 мм, возможно исправление передней центровой фаски; биение 0,10-0,20 мм — шлифование в ремонтный размер 0,25+0,50 мм, возможна наварка (наплавка) хвостовика и шлифовка от новой базы, не исключена необходимость шлифования торцевых поверхностей вала, балансировка;
2)биение 0,20-0,40 мм и более аналогично, но ремонтный размер шеек вала -0,50 мм или больше, возможна наварка (наплавка) коренных шеек с биением более 0,40 мм, обязательны наварка хвостовика, шлифование торцевых поверхностей, балансировка.
У многих двигателей на коленчатых валах применяются фланцевые коренные вкладыши, выполненные за одно целое с упорными полукольцами. В ремонт такие вкладыши нередко поставляются с увеличенным расстоянием между торцами (для некоторых двигателей есть варианты как с увеличенной, так и со стандартной шириной), что предполагает шлифование торцевых поверхностей соответствующей коренной шейки вала. Обычно увеличение размера между торцами в два раза меньше, чем уменьшение диаметра, например, для вкладышей 0,25 мм торцевой размер увеличивается на 0,10-0,15 мм, а для 0,5 мм — на 0,20-0,25 мм.
Для двигателей с упорными полукольцами, выполненными отдельно от коренных вкладышей, упорные полукольца не входят в ремонтный комплект и должны быть заказаны отдельно. Для некоторых двигателей поставляются также упорные полукольца увеличенной толщины.
Ремонтное увеличение толщины упорных подшипников обеспечивает возможность исправления биения, кругов; скол и царапин на опорных поверхностях вала при его ремонте. В практике ремонта встречаются ситуации очень большого износа задней поверхности упорного подшипника коленчатого вала (более 0,8-1,0 мм). Обычно это является следствием остаточной смазки при сильной нагрузке на упорный подшипник со стороны сцепления. Одним из немногих возможных способов ремонта вала с таким повреждением является растачивание торца на токарном станке. После токарной обработки упорная поверхность полируется. Далее в расточку вставляются дополнительные полукольца после чего вал с полукольцами устанавливается в блок. В данном варианте ремонта дополнительные «плавающие» полукольца позволяют использовать обычные вкладыши с фланцами или двойные стандартной толщины полукольца на расточенном упорном торце коленчатого вала, не прибегая к специальным нестандартным полукольцам увеличенной толщины.
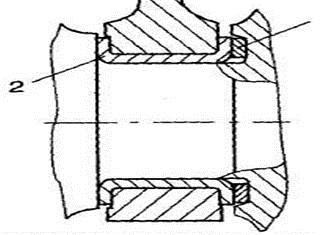
Рисунок 3.3.20 — Конструкция ремонтного упорного подшипника коленчатого вала:
1— дополнительные полукольца, установленные в расточку на поврежденном торце коленчатого вала;2— штатный вкладыш с упорными
полукольцами
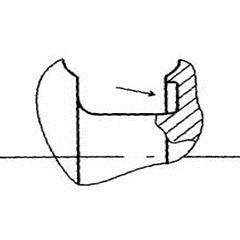
Рисунок 3.3.21 — Растачивание поврежденной упорной поверхности коленчатого вала
Чтобы исключить или максимально ограничить деформацию вала после ремонта, рекомендуются следующие операции:
1.Предварительная термообработка перед шлифованием выдержка при 180°С в течение 3-4 часов с медленным охлаждением.
2.Шлифование коренных шеек только после шлифовании шатунных.
3.Термообработка после шлифования шатунных шеек перед шлифованием коренных.
Очевидно, выполнение подобных операций сопряжено с большими затратами времени и необходимостью применения специального термического оборудования.
Поскольку это не всегда реально сделать, можно упростить технологию ремонта, применив специальный порядок шлифования вала:
1.Предварительное шлифование коренных шеек но с припуском не менее 0,1 мм для окончательной обработки.
2.Шлифование шатунных шеек.
3.Выдержка в течение нескольких часов, контроль деформации вала (на призмах по индикатору)
Таблица 3.3.2 — Ремонтные размеры вкладышей и шеек коленчатого вала КамАЗ-740
| Шатунный подшипник | Коренной подшипник | |||||
| Диаметр мм | Маркировка вкладыша | Диаметр мм | Маркировка вкладыша | |||
| Шейки коленчатого вала | Постели шатуна | Шейки коленчатого вала | Постели блока | |||
| 79,95 |
85,0 |
740.1004058 Р1 79,95 | 94,95 | 100,0 | 740.1005170Р1 94,95 | |
| 79,75 | 85,0 | 740.1004058 Р2 79,75 | 94,75 | 100,0 | 740.1005170Р2 94,75 | |
| 79,50 | 85,0 | 740.1004058 Р3 79,50 | 94,50 | 100,0 | 740.1005170Р3 94,50 | |
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственное образовательное учреждение Высшего профессионального образования
«КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ОПРЕДЕЛЕНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА И РАСЧЁТ РЕМОНТНЫХ РАЗМЕРОВ ДЛЯ ЕГО ВОССТАНОВЛЕНИЯ
Методические указания к лабораторной работе по курсу «Технология ремонта автотранспортных средств» для студентов специальности 120103 «Общая технология автотранспортного производства»
Составитель С.А. Кузнецов
Утверждены на заседании кафедры Протокол № 10 от 20.01.03
Рекомендованы к печати учебнометодической комиссией специальности 120100 Протокол № 9 от 21.01.03
Электронная копия находится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003
1
1. ЦЕЛИ РАБОТЫ
Цели работы:
−изучение возможных дефектов коленчатых валов;
−изучение методов определения дефектов коленчатого вала;
−получение практических навыков в определении дефектов коленчатого вала;
−определение ремонтных размеров шеек вала для его последующего восстановления.
2.ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
2.1. Конструкторско-технологическая характеристика детали
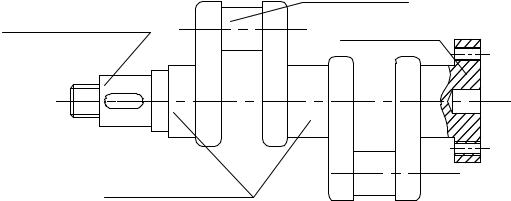
Основные конструктивные элементы коленчатого вала – коренные
ишатунные шейки, передний хвостовик вала (посадочные поверхности под шкивы и шестерню, шпоночные канавки, резьба под гайку), задний фланец вала (посадка под маховик, отверстия под болты его крепления
ипод подшипник ведущего вала коробки передач) (рис. 1).
Шатунная шейка
Передний хвостовик
Задний фланец
Коренная шейка
Рис. 1. Основные конструктивные элементы коленчатого вала
Требования к точности размеров: в пределах квалитетов IT4-IT5 для шеек валов и квалитетов IT6-IT7 для остальных конструктивных элементов. Отклонения формы и расположения не должны выходить за пределы поля допуска 5-го квалитета. Отклонения радиуса кривошипа
2
не должны превышать значения ±0,05 мм. Шероховатость поверхностей шеек не грубее Ra=0,32 мкм. Коленчатые валы должны быть динамически сбалансированы.
Установочными базами служат фаски в центральных отверстиях в переднем и заднем хвостовиках вала.
2.2.Вид и характер дефектов
Впроцессе работы на коленчатый вал воздействуют силы трения, вибрация, знакопеременные нагрузки, среда и др. Это вызывает появление:
—износа шеек (∆изн до 0,1 мм, ∆нецил до 0,08 мм и более);
—нарушения качества поверхности шеек (задиры, риски, коррозия);
—механические повреждения (трещины, срывы резьб, замятие шпоночных канавок);
—износ поверхностей, воспринимающих усилие в осевом направлении (проточки под упорные полукольца);
—износ посадочных поверхностей под маховик, шкивы, подшипник первичного вала коробки передач;
—нарушение качества (износ) поверхностей под сальниковые уплотнения;
—отклонение расположения шеек: изгиб, скручивание коленчатого вала (∆биения до 0,15 мм и более).
2.3.Способы выявления дефектов
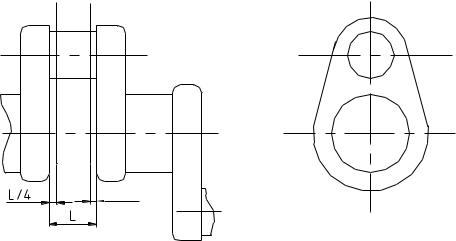
Износ шеек и посадочных поверхностей вала контролируется с помощью микрометров с ценой деления 0,001 и 0,01 мм. Поскольку износ шеек коленчатого вала неравномерный, то их диаметр необходимо контролировать в двух взаимно перпендикулярных плоскостях
(рис.2).
Нарушение качества поверхности шеек, посадочных поверхностей и механических повреждений вала осуществляется визуально, с помощью лупы.
Скрытые дефекты (трещины) определяются при помощи люминесцентных (ЛДА-3, ЛД-2), магнитных (МДВ, 77МД-1) и ультразвуковых (УЗД-7Н) дефектоскопов.
3
Б Б
Б Б
I I I 
А
Рис. 2. Схема измерения диаметров шеек коленчатых валов
Биение коленчатого вала проверяется по средней коренной шейке с помощью индикатора часового типа, в специальном контрольном приспособлении для установки детали в центрах.
Радиусы кривошипов определяются с помощью штангенрейсмаса при установке вала в центрах.
2.4. Определение ремонтных размеров
При этом способе восстановления одну из изношенных деталей сопряжения подвергают механической обработке, придавая ей заданный ремонтный размер и устраняя при этом искажения геометрической формы и дефекты поверхности (риски, задиры), обеспечивают необходимую шероховатость. Другую деталь сопряжения заменяют новой, необходимого ремонтного размера. В коленчатом вале в ремонтные размеры восстанавливают коренные и шатунные шейки, а для восстановления посадки используют вкладыши ремонтных размеров. Ремонтный размер шейки вала определяют по формуле
|
D р = Dн − 2 U − Z мин , |
(1) |
где Dн – номинальный диаметр новой шейки вала; U – величина максимального износа на сторону; Zмин – минимальный припуск на обработку (на диаметр).
4
Однако на практике детали изнашиваются неравномерно, поэтому определить их максимальный износ на сторону без специального приспособления или инструмента невозможно. Для определения износа на сторону коренных шеек коленчатого вала потребовалось бы использовать приспособление с центрами, а для шатунных шеек – с центросместителями.
Поэтому при контроле износа коленчатого вала определяют максимальный износ на диаметр U макс. Для этого универсальным измери-
тельным инструментом (для шеек коленчатого вала – микрометром) измеряют диаметр в максимально изношенных местах ( Dмин), а затем,
зная их номинальное значение, вычисляют износ U макс:
Соотношение износа на сторону U и максимального износа на диаметр U макс можно выразить через коэффициент неравномерности износа:
|
β = |
U |
. |
(3) |
|
U макс |
|||
|
При равномерном износе |
U = 0,5 U макс, тогда |
β = 0,5; при односто- |
|
|
роннем износе U = U макс, |
а |
β = 1. Таким образом, β = 0,5…1,0. Для |
шеек коленчатого вала величина неравномерности износа равна β = 0,6. С учетом соотношения (3) формула (1) принимает вид
|
Dр = Dн −(2U макс β + Z). |
(4) |
Определенный таким образом ремонтный размер округляют до ближайшего меньшего (т.е. в сторону увеличения припуска) стандартного ремонтного размера. Если для разных шеек коленчатого вала по расчетам получаются различные ремонтные размеры, то необходимо принять единый размер по наименьшему из них.
5
3.ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ
Влабораторной работе используют:
1)прибор для установки детали в центрах и проверки биения;
2)микрометр рычажный МР-50 (ГОСТ 4381-75);
3)штангенциркуль ШЦ-1-160-0.1 (ГОСТ 166-80);
4)лупа 4- кратного увеличения;
5)коленчатый вал двигателя ВАЗ 2103 с признаками износа.
4.ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Изучить конструктивные элементы коленчатого вала, технологические требования к ним, характер воспринимаемых нагрузок, агрессивность среды, вид и характер дефектов, способы и средства дефектации, методы устранения дефектов.
2.Произвести осмотр коленчатого вала с применением лупы. Установить наличие, места расположения и характер отколов, рисок, задиров, выработки и других видимых дефектов. Проверить состояние фасок центровых отверстий. Результат осмотра записать в отчёт.
3.Установить вал в центрах на приборе для проверки биения. Определить радиальное биение коленчатого вала по средней коренной шейке. Для этого стержень индикатора упирают в шейку. Обеспечив на-
тяг, поворачивают коленчатый вал, пока стрелка не займет одно из крайних положений. Затем поворачивают на 1800 и определяют новое положение стрелки. Разность между двумя показаниями и определит биение вала. Величина прогиба вала равна половине его биения.
4.Определить диаметры коренных шеек микрометром. Измерения каждой шейки вести в поясах I – I и II – II (рис.2) и двух взаимно перпендикулярных плоскостях А – А и Б-Б. Плоскость А – А для всех коренных шеек берется в плоскости кривошипа первой шатунной шейки.
5. Определить величину износа для каждой шейки U макс по формуле
(2). При этом в качестве диаметра Dмин принять наименьший из че-
тырех замеренных для данной шейки диаметров.
6. Определить величину одностороннего износа U =U макс β , приняв
β = 0,6. Определить величину ремонтного размера по формуле (4), приняв значение припуска на шлифование Z=0,05 мм. Расчет ре-
6
монтного размера вести по шейке, имеющей наибольший износ. Принять ближайший регламентированный ремонтный размер Dприн.
7.Определить овальность и конусообразность каждой шейки:
∆ов = Dа−а − Dб−б,
∆кон = DI −I − DII −II .
8.Для каждой шейки получить по два значения конусообразности и
овальности. Наибольшие значения занести в таблицу отчета.
9. Повторить п. 4-7 для шатунных шеек коленчатого вала. Результаты занести в таблицу отчёта.
5. ОФОРМЛЕНИЕ ОТЧЕТА
Отчет по лабораторной работе оформляется на листах формата А4
идолжен содержать:
1)название и цель работы;
2)эскиз коленчатого вала с указанием точек замера основных геометрических параметров;
3)результаты измерений и расчётов ремонтных размеров;
4)выводы о возможности восстановления измеренного коленчатого ва-
ла.
Результаты измерений и расчетов заносят в соответствующие таблицы. Пример оформления расчетов приведен в прил. 2.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Перечислите основные конструктивные элементы коленчатого вала и его дефекты.
2.Какие параметры характеризуют состояние шеек коленчатого вала?
3.Как проверить коленчатый вал на прогиб?
4.Как определить значение ремонтного размера для шеек коленчатого вала?
СПИСОК РЕКОМЕДУЕМОЙ ЛИТЕРАТУРЫ
1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. – Л.: Машиностроение, 1976. – 560 с.
2.Ландо С.Я. Восстановление автомобильных деталей. – М.: Транспорт, 1987. – 260 с
7
3. Техническое обслуживание и ремонт автомобилей: Пособие по курсовому и дипломному проектированию / Б.Н. Суханов, И.О. Борзых, Ю.Ф. Бедарев. – М.: Транспорт, 1985. – 224 с.
8
Приложение
Таблица 1
Номинальные и ремонтные размеры коленчатого вала ВАЗ 2103
|
Шейка |
Номи- |
Ремонтный размер |
|||||||||||||
|
нальный |
I |
II |
III |
IV |
|||||||||||
|
размер |
|||||||||||||||
|
Коренная |
50.795-0.02 |
50.545-0.02 |
50.295-0.02 |
50.045-0.02 |
49.795-0.02 |
||||||||||
|
Шатунная |
47.834-0.02 |
47.584-0.02 |
47.334-0.02 |
47.084-0.02 |
46.834-0.02 |
||||||||||
|
Пример оформления расчета ремонтных размеров |
Таблица 2 |
||||||||||||||
|
Шейки |
Сече- |
Dизм |
Uмакс |
U |
Dр |
Dприн |
∆кон |
∆ов |
|||||||
|
ние |
|||||||||||||||
|
1 |
I-A |
||||||||||||||
|
Коренные |
I-Б |
||||||||||||||
|
II-A |
|||||||||||||||
|
II-Б |
|||||||||||||||
|
… |
|||||||||||||||
|
5 |
… |
||||||||||||||
|
Шатунные |
1 |
I-A |
|||||||||||||
|
I-Б |
|||||||||||||||
|
… |
II-A |
||||||||||||||
|
II-Б |
|||||||||||||||
|
4 |
… |
9
Составитель Сергей Александрович Кузнецов
ОПРЕДЕЛЕНИЕ ДЕФЕКТОВ КОЛЕНЧАТОГО ВАЛА И РАСЧЁТ РЕМОНТНЫХ РАЗМЕРОВ ДЛЯ ЕГО ВОССТАНОВЛЕНИЯ
Методические указания к лабораторной работе по курсу «Технология ремонта автотранспортных средств» для студентов специальности
120103 «Общая технология автотранспортного производства»
|
Редактор Е.Л. Наркевич |
||
|
Подписано в печать 11.02.03. |
Формат 60х84/16. |
|
|
Бумага офсетная. Отпечатано на ризографе. Уч.-изд. л. 0,5. |
||
|
Тираж 80 экз. Заказ |
. |
|
|
ГУ КузГТУ. 650026, Кемерово, |
ул. Весенняя, 28. |
Типография ГУ КузГТУ. 650099, Кемерово, ул. Д.Бедного, 4 А.
Статья обновлена 28.03.2022
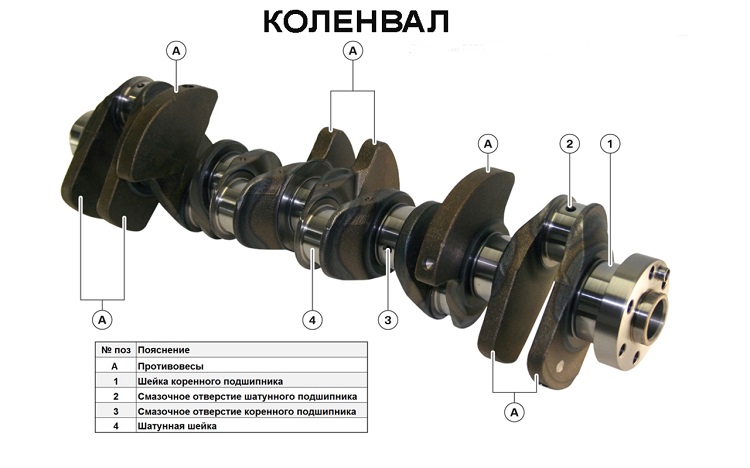
Коленчатый вал (коленвал) — важный узел в составе кривошипно-шатунного механизма автомобиля. Его функция заключается в том, чтобы воспринимать возвратно-поступательное движение поршней и преобразовывать его в крутящий момент, обеспечивая таким образом плавную работу двигателя. Конструктивно состоит из нескольких коренных и шатунных шеек, соединенных между собой щеками. По мере износа вал перешлифовывают на ремонтные размеры, что соответственно меняет и размеры шеек коленвала. Обычно предусматривается до 6 ремонтных размеров, советские стандарты допускали 8 для ряда моделей.
Когда требуются ремонтные размеры коленвалов
Место перехода от коренной или шатунной шейки к щеке испытывает наибольшие нагрузки в конструкции коленвала, а потому износ в этом месте наиболее велик. По мере эксплуатации мотора на шейках появляются задиры и трещины, которые приводят к нарушению геометрии вала и должны быть устранены как можно скорее. Устраняются они шлифованием. Для того чтобы двигатель работал сбалансированно и без лишней вибрации, новые размеры коренных и шатунных шеек коленвала должны быть точно подогнаны к валу и друг другу. Делается это при помощи специальных вкладышей. Для удобства автомехаников диаметры шеек и толщина вкладышей были стандартизированы для каждой модели автомобиля.
Таким образом, ремонтные размеры требуются при каждой шлифовке коленвала. Определяются они в зависимости от метода обработки вала. В ходе производства каждый вал проходит несколько этапов закалки, повышающих прочность и износостойкость его поверхности. Чаще всего используется термическая обработка, но в ряде случаев для усиления прочности воздействие высоких и низких температур сочетают с химическим (закалка ТВЧ, азотирование, закалка поверхностного слоя). В результате достигается достаточная глубина закалённого слоя, чтобы шейки вала можно было шлифовать 4–6 раз без потери рабочих качеств вала.
Важно знать, что валы, закаленные методом азотирования, не подлежат шлифовке.
Образец коленвала
Конструкция коленвала:
- Коренная шейка — опорная часть вала. Находится в картере двигателя и опирается на коренной подшипник.
- Шатунная шейка соединяет вал с шатунами и одновременно обеспечивает поступление к ним смазки через специальные каналы.
- Щёки — детали, соединяющие коренные и шатунные шейки.
- Передняя выходная часть вала или носок — место крепления зубчатого колеса или шкива отбора мощности для привода ГРМ.
- Задняя выходная часть вала или хвостовик — место крепления маховика или шестернёй отбора мощности.
- Противовесы — конструктивно являются продолжением щек и снимают часть нагрузки с коренных подшипников.
Как узнать размеры коленвалов
Существуют специальные таблицы, где можно узнать размеры коленвалов для конкретной модели автомобиля или техники. Такие таблицы есть для всех видов транспортных и технических средств, на которых установлен двигатель внутреннего сгорания. Размеры вкладышей, имеющихся в продаже, соответствуют этим размерам.
Например, для Opel Kadett 1,3S стандартные размеры коренных шеек составляют 54,972–54,985 мм, при шлифовке на глубину 0,25 мм – 54,722 – 54,735 мм, при шлифовке на 0,5 мм – 54,472 — 54,485. Размеры шатунных шеек, соответственно, составляют 42,971 — 42,987 в стандартном (нулевом) варианте, 42,721 — 42,737 при шлифовке на 0,25 мм и 42,471 — 42,787 при глубине обработки 0,5 мм. Для автомобиля ВАЗ-2108 стандартный диаметр составит уже 50,779–50,819 мм, а ремонтных размеров предусмотрено четыре: 50,549–50,569, 50,229–50,319, 50,049–50,069 и 49,799–49,819.
Как правило, при первом ремонте шейку шлифуют на глубину около 0,25 мм. Следующие размеры располагаются друг от друга на таком же расстоянии: 0,5, 0,75 и 1 мм. Для ряда моделей также возможны шаги в 0,125 мм. Таблицы допускают шлифовку ещё на два размера, 1,25 и 1,5 мм, однако такая обработка чревата разрушения вала в процессе работы. По этой причине в магазинах размеры вкладышей 1,25 и 1,5 представлены редко. При значительном износе иногда перешлифовывают «через размер», т. е. уменьшают диаметр сразу на два размера.
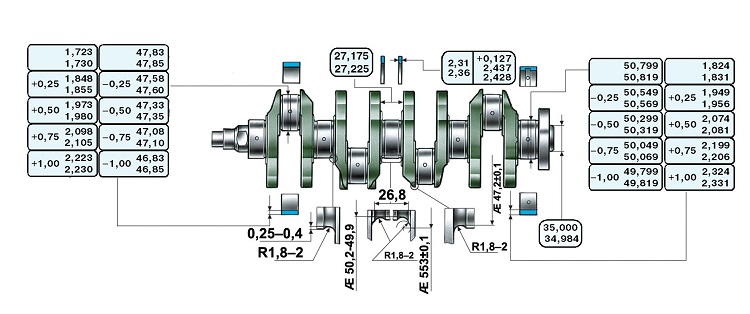
Размеры шеек на ВАЗ
Ремонт коленчатых валов
Шлифовка коленвала выполняется на вращающемся наждачным круге. В процессе работы вал поворачивают вокруг осей базирования то коренных, то шатунных шеек. Также необходимо следить за соблюдением межцентрового состояния и крайне бережно отнестись к сохранению форме галтелей, иначе ремонт может только ускорить разрушение коленчатого вала.
После шлифовки вал необходимо динамически отбалансировать в сборе с маховиком, чтобы избежать вибрации в отремонтированном двигателе. Однако на практике это условие редко выполняется, особенно при индивидуальном ремонте.
В некоторых случаях устранить повреждения шеек шлифованием невозможно. Тогда можно рассмотреть вариант наплавке или напыления (в том числе — плазменного) с последующим шлифованием под нулевой (номинальный) размер. В зависимости от наплавляемого материала прочность шейки может даже повыситься по сравнению с заводскими значениями. На финальной стадии обработки шейки полируют и подвергают финишированию до получения оптимальной степени шероховатости.
Важно учитывать, что размеры шеек одного типа обязательно должны совпадать. Разные типы же могут иметь разные диаметры. Например, коренные могут быть второго ремонтного размера, а шатунные – третьего. Исключение – ситуации полевого ремонта, при котором шейки могут вообще не иметь стандартного ремонтного размера.
Также необходимо отметить, что специфика нагрузок, приходящихся на коленвал, часто вызывает его поломку. Чаще всего это случается из-за увеличения зазоров с вкладышем, что влечет за собой ухудшение смазки. Сломанный коленвал не ремонтопригоден и подлежит замене.
Заключение
Шейка коленвала испытывает основные нагрузки при работе двигателя, поэтому состояние этой детали должно регулярно проверяться. Ее повышенный износ приводит к появлению дополнительных вибраций в двигателе и может, в конечном счете, вызвать поломку коленвала. При должном опыте и наличии оборудования можно выполнить шлифовку самостоятельно, однако большинство владельцев легковых машин предпочитает поручить эту работу профессионалам.
- Авторы
- Файлы
- Литература
Лапшов Я.Ю.
1
Научный руководитель д.т.н.,пр. Гоц А.Н.
1
1 ВлГУ АТФ Владимир
1. Гоц А.Н. Кинематика и динамика кривошипно–шатунного механизма поршневых двигателей /А.Н. Гоц; Владим. гос. ун-т. – Владимир: Изд-во Владим. гос. ун-та, 2006. – 104 с.
2. Гоц А.Н. Расчеты на прочность деталей ДВС при напряжениях, переменных во времени: учеб. пособие / А.Н. Гоц; Владим. гос. ун-т. – Владимир: Изд-во Владим. гос. ун-та, 2011. – 140с.
Расчёт шатунной шейки коленчатого вала проводим в соответствии с методикой принятой на кафедре: «Тепловые двигатели и энергетические установки» Владимирского государственного университета.
Рассмотрим расчётную схему наиболее нагруженного кривошипа, которую определили по результатам динамического расчёта:[1]
|
|
|
Рис. 1. Расчетная схема |
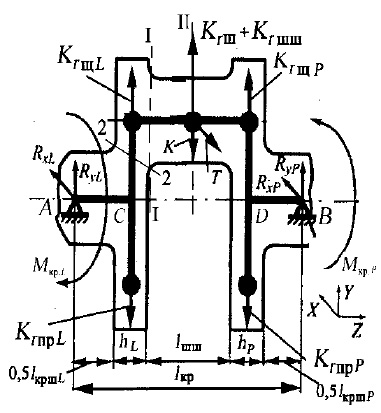
Длина коренных шеек коленчатого вала: левая lкш.L =28 мм; правая – lкш.P = 28 мм; диаметр коренной шейки dкш= 51 мм; толщина щек hL=hP = 15мм; ширина щек в районе перекрытия b= 70 мм; длина шатунной шейки lшш = 24 мм; диаметр ее dшш= 48 мм, радиус галтели в сопряжении шеек со щекой r = 2 мм, масса противовеса mпр=0,318 кг, приведенная масса щеки (mщ)r=0,04 кг, lкр=82 мм. В коренных и шатунных шейках имеются отверстия для подачи масла к вкладышам подшипников диаметром aкш = 6 мм и aшш = 6 мм. RyL,RyP, RxL, RxP- реакции на опорах от действия сил в плоскости кривошипа; KrщL=KrщP- центробежные силы инерции щеки; KrпрL= KrпрP-центробежные силы инерции неуравновешенных масс противовесов; Krшш- центробежная сила инерции массы шатунной шейки; Krш- центробежная сила инерции части массы шатуна, отнесенной к оси шатунной шейки; таким образом в центре шатунной шейки действует центробежная сила Krш+Krшш.
Запасы прочности шатунной шейки определим в месте сопряжения со щекой (сечение I-I). По результатам динамического расчета известно (расчет не приводится), что на режиме номинальной мощности наибольший крутящий момент равен  288,5 Н·м, при φ=3750ПКВ; минимальный –
288,5 Н·м, при φ=3750ПКВ; минимальный – -169,5 Н·м при φ=450ПКВ [1].
-169,5 Н·м при φ=450ПКВ [1].
Момент сопротивления при кручении шатунной шейки в сечении I-I равен  ; dш.ш. = 48 мм – диаметр шатунной шейки в сопряжении со щекой; δ =0 мм, λ=1.
; dш.ш. = 48 мм – диаметр шатунной шейки в сопряжении со щекой; δ =0 мм, λ=1.
Момент сопротивления в сечении I-I равен:[2]
 =21,7·10-6 м3.
=21,7·10-6 м3.
Максимальное и минимальные касательные напряжения равны:
 13,29 МПа;
13,29 МПа;
 -7,81 МПа.
-7,81 МПа.
Определим амплитудное и среднее напряжения:
 10,55 МПа;
10,55 МПа;
 2,74 МПа.
2,74 МПа.
При отношении радиуса галтели к диаметру шатунной шейки при переходе к щеке r/d= 2/48= 0,042 (Kτ)Д= 3,8; β = 0,89; ψτ = 0,464.[2] Таким образом, частный запас прочности шатунной шейки в сечении I-I (по галтели при переходе от шейки к щеке) при кручении равен [2]
 4,27
4,27
Действительный запас прочности равен

Определим напряжения в сечениях I-I шатунной шейки от действия изгибающих моментов.
Для расчета шатунной шейки на изгиб из условий равновесия определим реакции на опоры А и В. (см. рис. 1) Изгибающий момент в сечении сопряжения шатунной шейки со щекой (сечение I-I) от сил, действующих в плоскости кривошипа (момент относительно оси x), равен:
от максимальных сил

от минимальных сил

В плоскости, перпендикулярной плоскости кривошипа, (положительный знак момента принимается, если верхние волокна вала, обращенные к положительному направлению оси x, находятся в сжатой зоне):
от максимальных сил
 ;
;
от минимальных сил
 .
.
Шатунная шейка имеет круглое поперечное сечение, то определить напряжения от изгиба можно от суммарного изгибающего момента (косой изгиб не возникает). Поэтому напряжение может быть найдено по формуле
где MΣ – суммарный изгибающий момент; W= 2Ix/dш.ш. = 10,83·10-6 м3– момент сопротивления поперечного сечения при изгибе.
Осевой момент инерции шатунной шейки в сечении I-I  .
.

Поскольку от максимальных сил максимальный изгибающий момент равен:
 Н·м
Н·м
От минимальных сил:
 Н·м
Н·м
Максимальное и минимальное напряжение в сечений I-I
 МПа.
МПа.
 = 4МПа.
= 4МПа.
Вычислим амплитудное и среднее напряжения при изгибе в сечении I-I
σa = (26,3-4)/2=11,15 МПа; σm = (26,3+4)/2= 15,15МПа.
Запас прочности при изгибе в сечении I-I определяется по формуле
где, при r/h = 2/15= 0,133 эффективный коэффициент концентрации напряжений с учетом масштабного фактора (Kσ)Д=3,9, β=1,3 (обкатка роликами) ,ψσ=0,464[2]
Общий запас прочности шатунной шейки в сечении I-I равен

Библиографическая ссылка
Лапшов Я.Ю., Научный руководитель д.т.н.,пр. Гоц А.Н. РАСЧЕТ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ПОРШНЕВОГО ДВИГАТЕЛЯ // Современные наукоемкие технологии. – 2014. – № 5-1.
– С. 66-68;
URL: https://top-technologies.ru/ru/article/view?id=33704 (дата обращения: 24.05.2023).
Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
(Высокий импакт-фактор РИНЦ, тематика журналов охватывает все научные направления)