Любая операция
сборки деталей заключается в необходимости
соединить или, как говорят, «посадить»,
одну деталь на другую — отсюда и условно
принятое в технике выражение посадка
для обозначения характера соединения
деталей. Одни соединения допускают
определенную свободу движения деталей
относительно друг друга; другие, наоборот,
обеспечивают неподвижность соединенных
деталей. Так, например, рабочий шкив
ременной передачи должен быть плотно
(неподвижно) насажен на вал, а холостой
шкив может свободно вращаться на
неподвижной оси.
Применение тех
или иных посадок соответствует замыслу
конструктора при проектировании машины.
Таким образом, под
словом посадка
понимается не конструкция самого
соединения, а степень подвижности
собранных деталей относительно друг
друга. Сборку двух деталей можно
осуществить с зазором (одна деталь
свободно входит в другую) или с натягом
(для соединения таких деталей необходимо
применить усилие).
Зазором
(рис. 5.6, а) называется разность размеров
отверстия D
и вала d, если размер отверстия больше
размера вала. Зазор обеспечивает свободу
относительного перемещения деталей.
Чем больше зазор, тем больше свобода
движений в соединении.
Натягом
(рис. 5.6, б) называется разность размеров
вала и отверстия до сборки, если размер
вала больше размера отверстия.
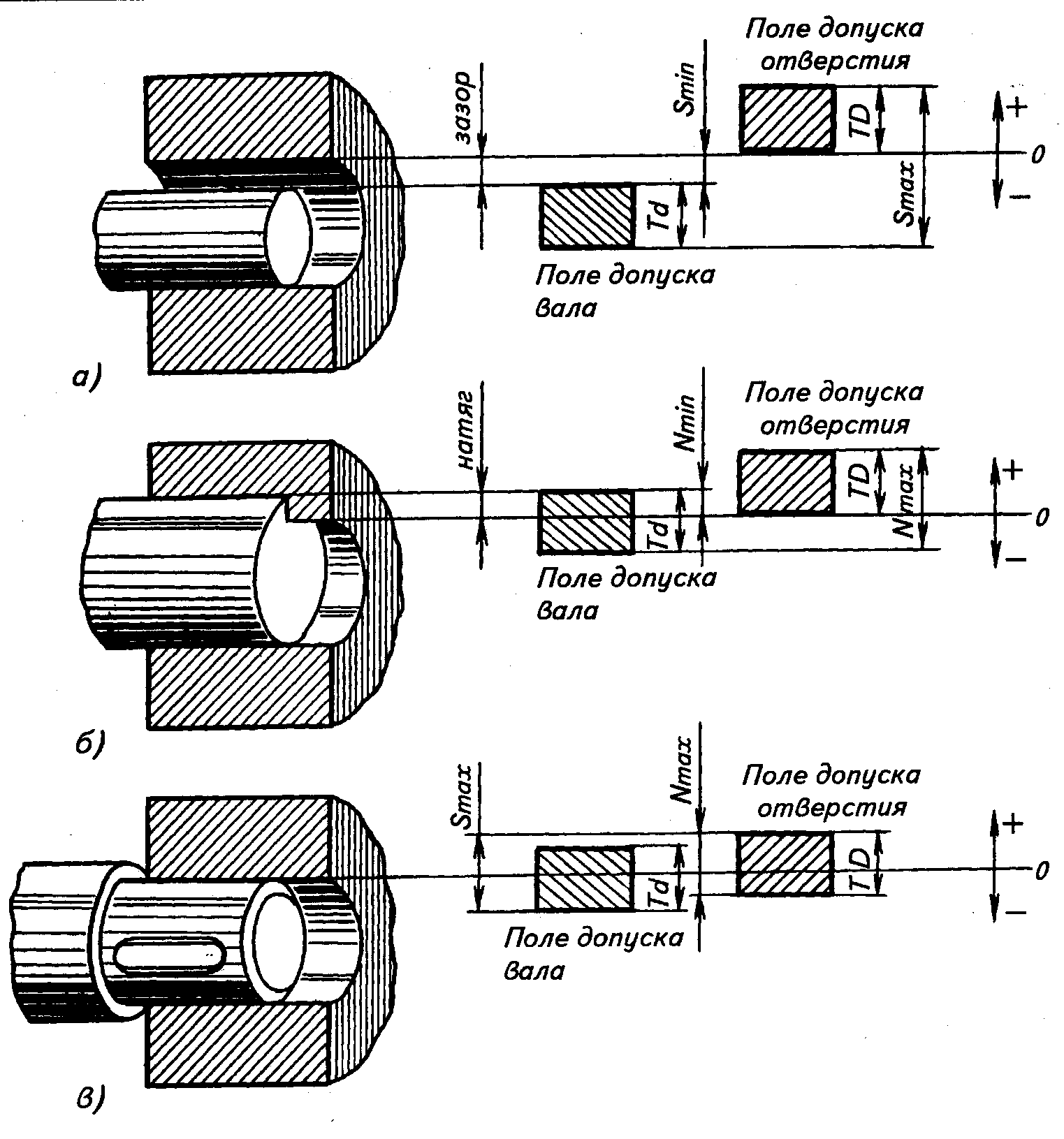
Рис. 5.6.
Наглядное и схематическое изображение
посадок:
а — посадки с зазором; б — посадки с
натягом; в — переходные посадки
Посадки разделяют
на три группы:
1. Посадки
с зазором
(подвижные посадки). Для этих посадок
диаметр отверстия больше диаметра вала,
благодаря этому детали в собранном
состоянии обладают свободой взаимного
перемещения.
При конструировании
машин подвижные посадки выбирают по
условиям, в которых будет работать
проектируемое соединение. При этом
определяется такой зазор, при котором
коэффициент трения минимален. Подвижные
посадки разделяются между собой
установленной величиной зазора. Каждая
следующая посадка (в приведенной в табл.
5.1 последовательности) характеризуется
относительно меньшим зазором по сравнению
с предыдущей.
2. Посадки
с натягом
(неподвижные посадки). Для этих посадок
диаметр отверстия меньше диаметра вала,
что обеспечивает соединение с натягом.
Посадки этой группы характеризуются
неразъемностью соединений. Такие
соединения осуществляются под прессом,
при нагреве охватывающей детали
(отверстия) или охлаждения охватываемой
(вала).
Таблица 1.
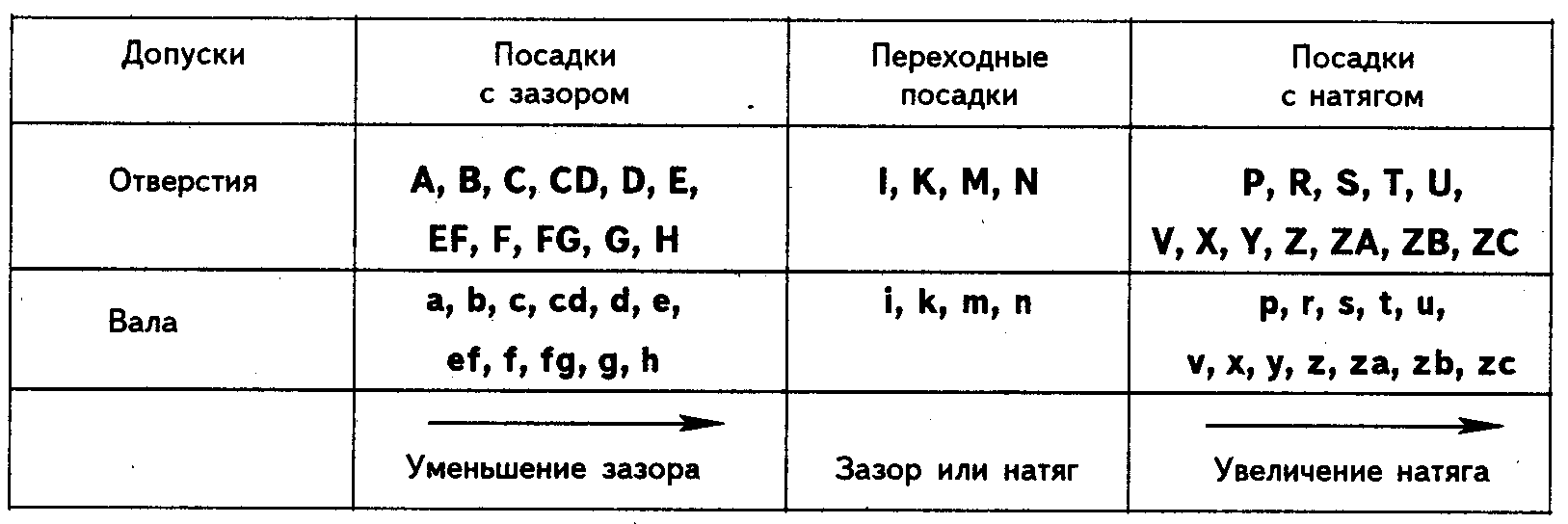
Неподвижные посадки
применяют в том случае, когда возникает
необходимость исключить возможность
относительного перемещения соединенных
деталей или передавать крутящий момент
без дополнительных средств крепления
(шпонки, винты установочные, штифты и
т.п.).
3. Переходные
посадки.
Переходными эти посадки названы потому,
что до сборки вала и отверстия нельзя
сказать, что будет в соединении — зазор
или натяг. Это означает, что в переходных
посадках диаметр отверстия может быть
меньше, больше или равен диаметру вала
(рис. 5.6, в).
Группа переходных
посадок предназначается для соединений,
которые подвергаются разборке и сборке
под легкими ударами деревянного или
свинцового молотка.
Система ИСО содержит
27 обозначений полей допусков для
отверстия, столько же — для валов. Путем
сочетания разноименных полей допусков
можно получить свыше 700 различных
посадок, в которых отверстие и вал будут
обозначаться не только одинаковыми, но
и разными буквами. Однако одновременное
применение всех возможных полей допусков
неэкономично, так как это затруднило
бы унификацию изделий, размерных
инструментов и калибров. Для практического
применения рекомендуется ограниченное
число предпочтительных посадок (27
посадок в интервалах размеров от 1 до
500 мм).
В табл. 1, приводится
обозначение полей допусков по группам.
Сопоставляя каждую пару одинаковых по
значению букв и читая эти ряды слева
направо, можно получить 11 посадок с
последовательно уменьшающимися зазорами
до нулевого, далее 4 переходные посадки
и 12 посадок с увеличивающимся натягом.
Указанные поля допусков определенным
образом сгруппированы по квалитетам.
Поле допуска в
ЕСДП образуется сочетанием основного
отклонения (характеристика расположения)
и квалитета (характеристика допуска).
Соответственно условное обозначение
поля допуска состоит из буквы основного
отклонения и числа — номера квалитета,
например: поля допусков валов: h6; d10; s7;
поля допусков отверстий: Н6, D10, S7.
Посадка образуется
сочетанием полей допусков отверстия и
вала. Условное обозначение посадки
выполняется в виде дроби или в одну
строку, причем в числителе или на первом
месте указывается обозначение поля
допуска отверстия, а в знаменателе или
на втором месте — вала, например: Н8/f7;
Н8-f7.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Прежде чем изучать готовые решения задачи по допускам и посадкам, нужно знать теорию, поэтому для вас я подготовила краткую теорию по разделу «допуски и посадки», в которых подробно решены задачи.
Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу!
Допуски и посадки в метрологии
Посадка — это характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор — это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг — это разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Допуск посадки — это сумма допусков отверстия и вала, составляющих соединение.
Посадка с зазором — это посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Посадка с натягом — это посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Переходная посадка — это посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
Вал — это термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — это термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Размер — это числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Квалитет — это совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Расчет и выбор посадок гладких соединений
Выбор посадок методами аналогии и подобия
Гладкие соединения — наиболее распространенные соединения деталей машин и приборов самого разнообразного назначения. Посадки в таких соединениях, в зависимости от назначения машины и степени ответственности соединений, назначают различными методами: аналогии, подобия или расчетным, умение пользоваться которыми — непременное требование к выпускнику машиностроительных направлений вузов.
Возможно эта страница вам будет полезна:
При конструировании изделий (машин, приборов и др.) для большинства соединений деталей посадки назначают методами аналогии и подобия.
При назначении посадок следует помнить, что ГОСТ 25347 «ЕСКД. Поля допусков и рекомендуемые посадки» предусматривает посадки в системе отверстия и системе вала, причем система отверстия является предпочтительной. Посадки в системе вала используют достаточно редко, так как это приводит к увеличению затрат на производство деталей и машин в целом. Основания к применению системы вала приведены в [2, 7, 8, 13].
При назначении посадок методами аналогии и подобия следует в первую очередь использовать предпочтительные поля допусков и посадки, выделенные в стандарте и в справочной литературе рамкой (квадратными скобками)  , звездочкой
, звездочкой  или шрифтом
или шрифтом  .
.
При необходимости можно использовать посадки, не являющиеся предпочтительными, а относящиеся к группе рекомендуемых (например, посадка с зазором  в подшипнике скольжения многоопорной конструкции коробки передач, посадка с натягом
в подшипнике скольжения многоопорной конструкции коробки передач, посадка с натягом  для запрессовки втулки в ступицу свободно вращающегося зубчатого колеса).
для запрессовки втулки в ступицу свободно вращающегося зубчатого колеса).
В исключительных случаях для обозначения посадок используют дополнительные поля допусков, предусмотренные ГОСТ 25347 (например, поле допуска  в посадке
в посадке  , применяемой для установки штифта 2.10 * 60).
, применяемой для установки штифта 2.10 * 60).
Кроме того, можно назначать комбинированные посадки, в которых поля допусков отверстия и вала выполнены в различных системах или (и) отличаются точностью более чем на два квалитета (например, посадка  для установки на вал распорной втулки между двумя подшипниками качения).
для установки на вал распорной втулки между двумя подшипниками качения).
При выполнении соответствующей задачи в соединениях деталей назначают посадки методами аналогии или подобия, приводят краткое обоснование их выбора, рассчитывают количественные характеристики этих посадок.
Исходными данными для выполнения задания являются выдаваемые преподавателем чертеж изделия или его составной части, описание устройства изделия и условия его эксплуатации.
Задание выполняют в приведенной ниже последовательности:
- Изучают служебное назначение изделия и его конструкцию.
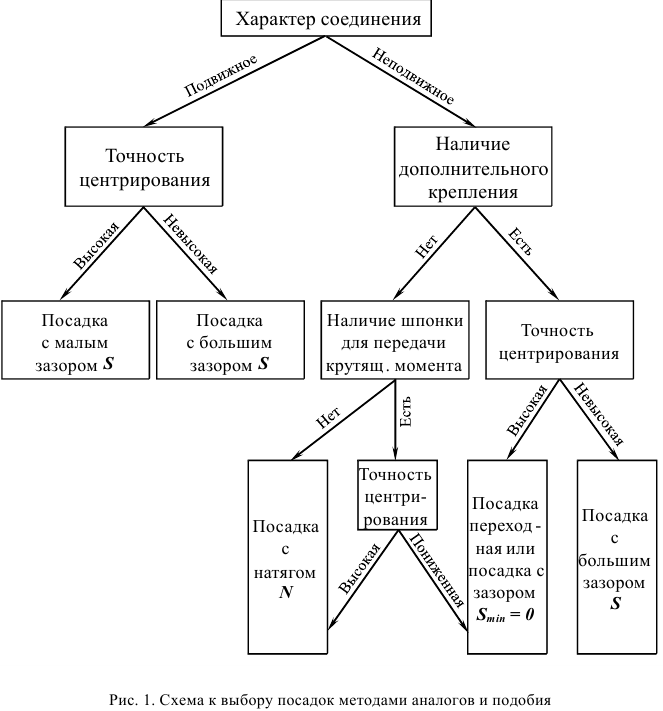
- Определяют характер заданных соединений (соединение — подвижное или неподвижное), требуемую точность центрирования, наличие или отсутствие дополнительного крепления деталей или шпонки, передающей крутящий момент. Используя схему на рис. 1 дают качественную оценку требуемых зазоров или натягов (например, «соединение с большим зазором», «соединение по переходной посадке с преимущественным зазором», «соединение с небольшим натягом» и т. п.).
- Находят описания посадок, отвечающих установленным требованиям в учебном пособии [7], либо в справочной или другой научно-технической литературе [3, 8 и др.], изучают характеристики и области использования этих посадок, используя метод подобия, выбирают посадки для соединений деталей в заданном изделии. Для назначения посадок можно использовать и метод аналогии, если в методической или научно-технической литературе будут найдены примеры конструкций, аналогичные конструкции заданного изделия. Если одна из деталей соединения — стандартная (кольцо подшипника, штифт, ось), посадки назначают, используя рекомендации, приведенные в разделах 4, 7 учебного пособия [7].
- Правильность назначения посадок в заданном изделии согласовывают с преподавателем, после чего на листах формата А4 или A3 вычерчивают изделие или его часть и проставляют условные обозначения посадок по ГОСТ 2.307.
- В ПЗ приводят обоснования выбранных посадок, например:
«Соединение штока 7 и направляющей втулки 8 — подвижное, точность центрирования деталей — высокая. Назначаем посадку с зазором в системе отверстия  » или «Соединение втулки 4 (рис. 2) с осью 5 — подвижное. Ось 5 — стандартное изделие с полем допуска
» или «Соединение втулки 4 (рис. 2) с осью 5 — подвижное. Ось 5 — стандартное изделие с полем допуска  . Назначаем посадку с зазором
. Назначаем посадку с зазором  . Посадка назначена в системе вала, так как гладкая ось сопрягается с втулкой 4 и вилкой 3 по двум разным посадкам, соответственно с зазором и натягом».
. Посадка назначена в системе вала, так как гладкая ось сопрягается с втулкой 4 и вилкой 3 по двум разным посадкам, соответственно с зазором и натягом».
- Строят схему полей допусков этих посадок; рассчитывают предельные размеры деталей соединений (отверстий и валов), их допуски, предельные зазоры или (и) натяги, допуски посадок. Для переходных посадок определяют преимущественность появления в посадке зазора или натяга, предполагая, что распределение размеров деталей при их изготовлении подчиняется нормальному закону.
Задача №1
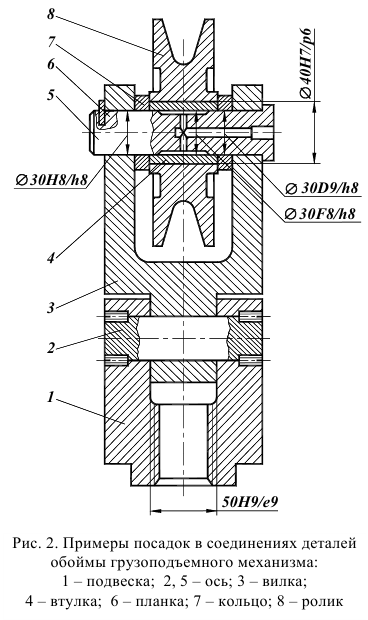
Необходимо назначить посадку в соединении втулки 4 и ролика 8 обоймы грузоподъемного механизма (см. рис. 2).
Решение:
Втулка 4 является вкладышем подшипника скольжения и неподвижно, без дополнительного крепления установлена в ролик 8. Точность центрирования деталей — высокая.
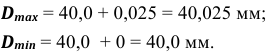
Для исключения нежелательных деформаций тонкостенной втулки 4 и соответствующего уменьшения зазора в подшипнике скольжения назначаем посадку с минимальным гарантированным натягом в системе отверстия  (рис. 3).
(рис. 3).
Предельные размеры отверстия:
Допуск отверстия:

Предельные размеры вала:

Допуск вала:

Максимальный натяг:

Минимальный натяг:

Допуск посадки:

Средний натяг:

Расчет и выбор посадок с зазором в подшипниках скольжения
Основные положения
Одним из наиболее распространенных типов ответственных соединений являются соединения с зазором в подшипниках скольжения. Подшипники скольжения достаточно широко используются в конструкциях машин и механизмов, так как они в ряде случаев обеспечивают большую точность, виброустойчивость и долговечность по сравнению с подшипниками качения.
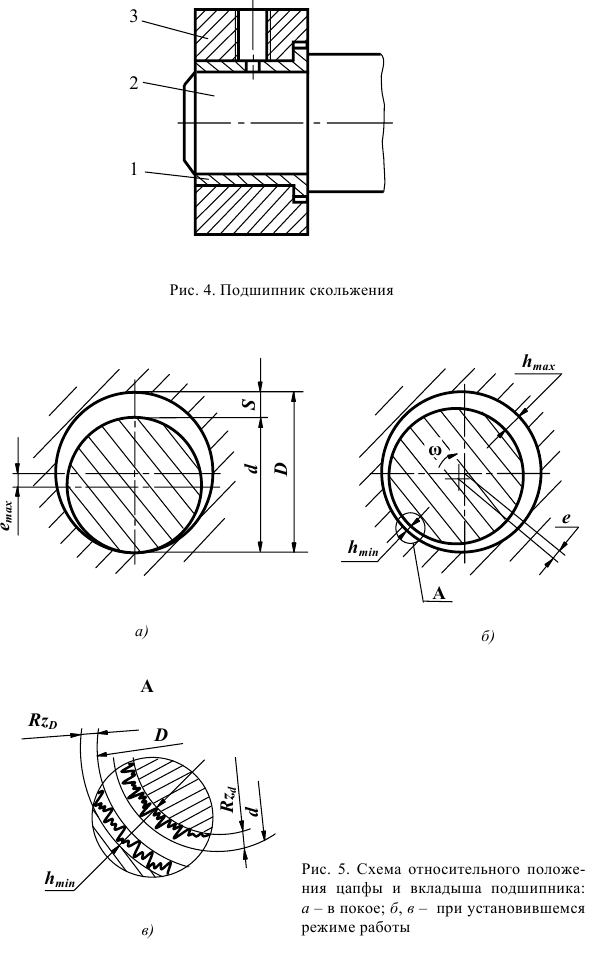
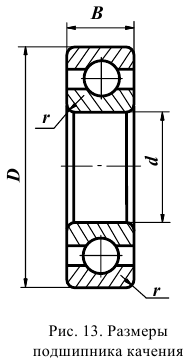
Простейший подшипник скольжения местного нагружения представляет собой втулку (вкладыш) 1 (рис. 4), выполненную из антифрикционного материала, например, бронзы, в которую с зазором устанавливают цапфу вала 2. Втулку закрепляют в корпусе подшипника 3 или, чаще всего, непосредственно в корпусе, раме или станине изделия.
Различают гидродинамические, гидростатические, аэростатические подшипники скольжения. Методики расчета и назначения зазоров в таких подшипниках различны. Ниже рассмотрена методика расчета зазоров и выбора посадок для гидродинамических подшипников местного нагружения, наиболее широко используемых в машиностроении.
Расчет зазоров в гидродинамических подшипниках основан на использовании гидродинамической теории смазки [1]. В соответствии с этой теорией наличие в соединении цапфы вала и вкладыша определенного зазора приводит при вращении вала к образованию масляного клина, создающего давление, превышающее нагрузку, и обеспечению жидкостного трения (трения с наличием слоя жидкой смазки) между трущимися поверхностями цапфы и вкладыша.
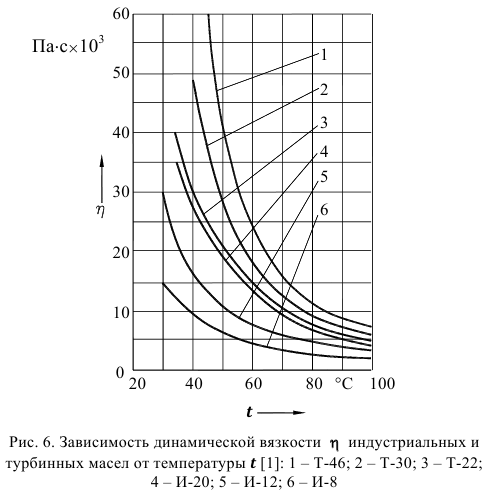
В состоянии покоя цапфа вала под действием собственного веса и внешней нагрузки лежит на нижней образующей вкладыша (рис. 5, а), практически полностью вытесняя масло в зоне максимального сближения поверхностей. Соединение имеет максимальный эксцентриситет  и односторонне расположенный вверху диаметральный зазор
и односторонне расположенный вверху диаметральный зазор  .
.
При вращении вала в подшипнике цапфа увлекает вязкое масло, нагнетает его в суживающуюся клиновую полость. Возникает гидродинамическое давление, под действием которого цапфа вала несколько приподнимается и смещается в сторону вращения, т. е. «всплывает». С увеличением частоты вращения вала расклинивающее действие масляного слоя увеличивается, создается гидродинамическое давление, превышающее действующую на подшипник внешнюю нагрузку и заставляющее цапфу вала принять положение, показанное на рис. 5, б. При установившемся режиме работы нагнетающее действие масляного клина продолжается и вал «плавает» в смазочном материале, практически не изнашиваясь.
Масляный клин в гидродинамическом подшипнике в каждом конкретном случае (размеры и материалы сопрягаемых деталей, величины внешней нагрузки и частоты вращения, вязкость масла, рабочая температура и др.) образуется в области определенных зазоров между цапфой вала и вкладышем.
Целью расчета является определение величины зазора и выбора посадки в соединении цапфы и вкладыша гидродинамического подшипника скольжения, обеспечивающих надежное жидкостное трение в заданных условиях работы.
Методика расчета гидродинамического подшипника скольжения местного нагружения приведена ниже в соответствии с рекомендациями.
Положение цапфы во вкладыше подшипника определяется при установившемся режиме работы в состоянии равновесия абсолютным  и относительным
и относительным  эксцентриситетами (см. рис. 5, б). Цапфа и вкладыш разделены переменным зазором: в месте их наибольшего сближения зазор равен
эксцентриситетами (см. рис. 5, б). Цапфа и вкладыш разделены переменным зазором: в месте их наибольшего сближения зазор равен  , на диаметрально противоположной стороне зазор
, на диаметрально противоположной стороне зазор  , где
, где  и
и  соответственно диаметр отверстия вкладыша и цапфы вала).
соответственно диаметр отверстия вкладыша и цапфы вала).
Для гарантированного образования зазора необходимо обеспечить требуемую несущую способность подшипника, т. е. его способность создать в заданных условиях гидродинамическое давление, препятствующее разрыву масляного слоя под действием внешней нагрузки.
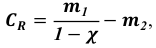
Согласно гидродинамической теории смазки, несущая способность подшипника обеспечивается, если выполняется условие

где  — радиальная нагрузка, действующая на подшипник,
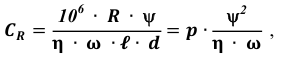
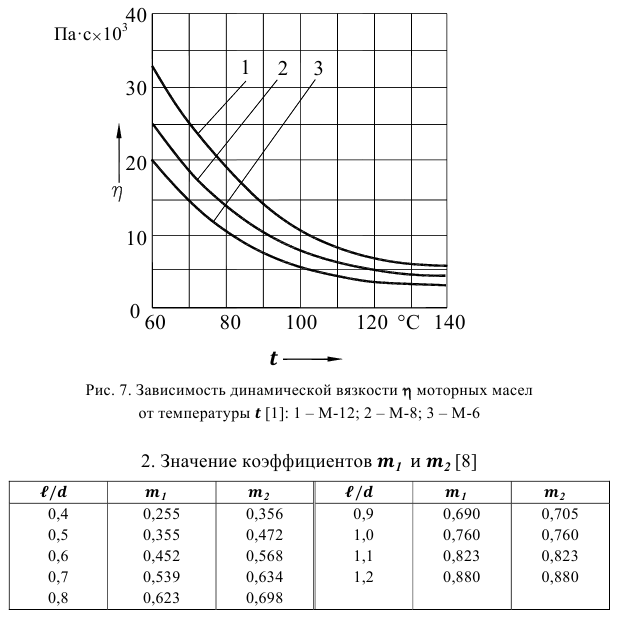
— радиальная нагрузка, действующая на подшипник,  — динамическая вязкость используемого для смазки масла, Па с (рис. 6, 7);
— динамическая вязкость используемого для смазки масла, Па с (рис. 6, 7);  , где
, где  — частота вращения цапфы,
— частота вращения цапфы,  — длина подшипника, мм;
— длина подшипника, мм;  — диаметр вала, мм;
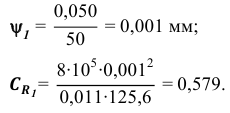
— диаметр вала, мм;  — коэффициент нагруженности подшипника;
— коэффициент нагруженности подшипника;  — относительный зазор
— относительный зазор  .
.
Из зависимости (1) следует, что для обеспечения жидкостного трения коэффициент нагруженности должен быть равен
где  — среднее давление:
— среднее давление:  .
.
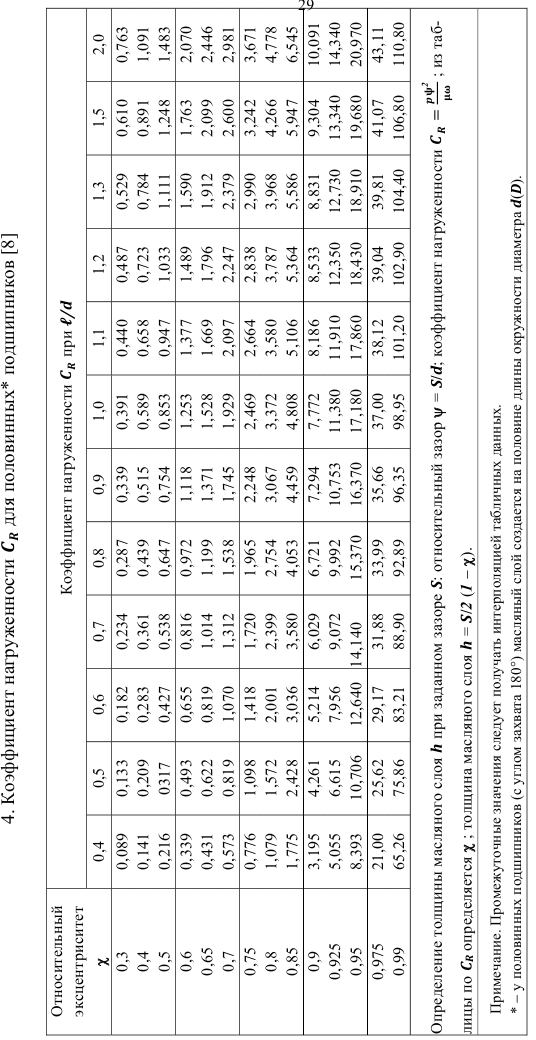
При постоянном отношении  коэффициент нагруженности
коэффициент нагруженности  зависит от величины относительного эксцентриситета
зависит от величины относительного эксцентриситета  . Эта зависимость имеет вид [8]
. Эта зависимость имеет вид [8]
где  и
и  — коэффициенты, постоянные для данного отношения (табл. 2).
— коэффициенты, постоянные для данного отношения (табл. 2).
Зависимости (2), (3) позволяют найти величину относительного эксцентриситета , определяющего толщину масляного слоя (мм) (см. рис. 5, б):
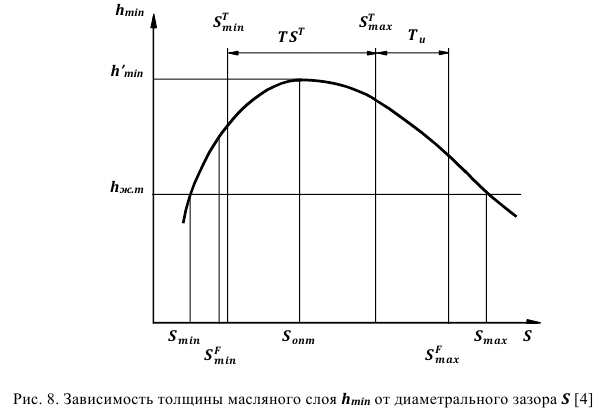
При  толщина масляного слоя имеет наибольшее значение, обеспечивающее надежную работу подшипника (рис. 8).
толщина масляного слоя имеет наибольшее значение, обеспечивающее надежную работу подшипника (рис. 8).
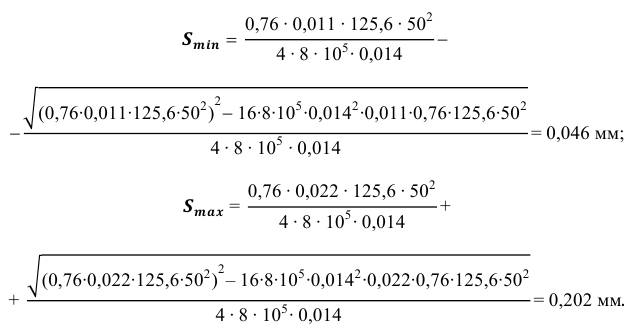
Оптимальное значение диаметрального зазора  (мм) можно рассчитать по зависимости
(мм) можно рассчитать по зависимости
полученной исследованием на экстремум зависимости (4), в которой величина найдена по зависимостям (2), (3).
Для обеспечения жидкостного трения в подшипнике масляный слой в самом узком месте не должен быть разорван неровностями цапфы и вкладыша (см. рис. 5, в), для чего необходимо выполнить условие

где  — толщина масляного слоя, при котором обеспечивается жидкостное трение, мм;
— толщина масляного слоя, при котором обеспечивается жидкостное трение, мм;  — высота неровностей по десяти точкам соответственно цапфы и вкладыша, мкм;
— высота неровностей по десяти точкам соответственно цапфы и вкладыша, мкм;  — поправки, учитывающие соответственно влияние погрешности формы и расположения цапфы и вкладыша, мкм;
— поправки, учитывающие соответственно влияние погрешности формы и расположения цапфы и вкладыша, мкм;  — поправка, учитывающая влияние изгиба вала, мкм;
— поправка, учитывающая влияние изгиба вала, мкм;  — поправка, учитывающая отклонения действительных значений нагрузки, скорости, вязкости масла, рабочей температуры от расчетных значений, мкм. Для упрощения расчета принимают
— поправка, учитывающая отклонения действительных значений нагрузки, скорости, вязкости масла, рабочей температуры от расчетных значений, мкм. Для упрощения расчета принимают

где  — коэффициент запаса надежности по толщине масляного слоя;
— коэффициент запаса надежности по толщине масляного слоя;

Толщине масляного слоя  соответствуют два значения диаметрального зазора
соответствуют два значения диаметрального зазора  (см. рис. 8): минимально допускаемый зазор
(см. рис. 8): минимально допускаемый зазор  и максимально допускаемый зазор
и максимально допускаемый зазор  . При зазорах
. При зазорах  или
или  условие жидкостного трения
условие жидкостного трения  не выполняется.
не выполняется.
Значения  и (мм) определяют из зависимости (4), приняв
и (мм) определяют из зависимости (4), приняв  :
:
где  — динамическая вязкость масла, соответствующая средним температурам смазочного слоя при
— динамическая вязкость масла, соответствующая средним температурам смазочного слоя при  и
и  .
.
Посадку в подшипнике скольжения выбирают с учетом условий его эксплуатации, для чего рассчитывают функциональные зазоры  (мм):
(мм):
где  — поправка (мм), учитывающая изменение зазора в результате температурных деформаций цапфы и вкладыша:
— поправка (мм), учитывающая изменение зазора в результате температурных деформаций цапфы и вкладыша:

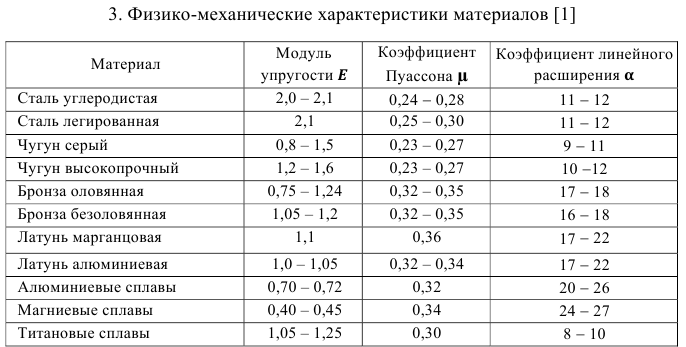
где  — коэффициенты линейного расширения материалов вкладыша и цапфы
— коэффициенты линейного расширения материалов вкладыша и цапфы  (табл. 3);
(табл. 3);  — разность между рабочей температурой
— разность между рабочей температурой  и температурой рабочего пространства при сборке
и температурой рабочего пространства при сборке  соответственно для вкладыша и цапфы подшипника,
соответственно для вкладыша и цапфы подшипника,  — поправка, учитывающая увеличение зазора при износе поверхностей вкладыша и цапфы:
— поправка, учитывающая увеличение зазора при износе поверхностей вкладыша и цапфы:

где  — значения параметра шероховатости поверхностей
— значения параметра шероховатости поверхностей  соответственно для цапфы и вкладыша, мкм.
соответственно для цапфы и вкладыша, мкм.
Кроме того, необходимо учитывать, что при малых зазорах  могут возникнуть самовозбуждающиеся колебания вала в подшипниках.
могут возникнуть самовозбуждающиеся колебания вала в подшипниках.
Тогда, с учетом сказанного, условия подбора посадки в гидродинамическом подшипнике скольжения представляют в следующем виде:

Разность  называют запасом на износ подшипника
называют запасом на износ подшипника  и (см. рис. 8), определяющим его долговечность. Увеличение этого запаса приводит к соответствующему увеличению долговечности подшипника скольжения.
и (см. рис. 8), определяющим его долговечность. Увеличение этого запаса приводит к соответствующему увеличению долговечности подшипника скольжения.
В задаче рассчитывают предельно допустимые зазоры и выбирают соответствующую им стандартную посадку для гидродинамического подшипника скольжения, используя исходные данные (геометрические характеристики и условия его эксплуатации) по варианту, указанному в задании.
Возможно эта страница вам будет полезна:
Порядок решения задачи:
Если нет возможности выбрать стандартную посадку, удовлетворяющую условиям (14), корректируют размеры подшипника скольжения, увеличивая его диаметр или длину. Повторные расчеты  выполняются с помощью ЭВМ по программе «ZAZOR», блок-схема алгоритма которой приведена в приложении 6.
выполняются с помощью ЭВМ по программе «ZAZOR», блок-схема алгоритма которой приведена в приложении 6.

Значения относительного эксцентриситета  и
и  определяют из зависимости (3) или по табл. 4 в зависимости от величины коэффициента нагруженности
определяют из зависимости (3) или по табл. 4 в зависимости от величины коэффициента нагруженности  (коэффициенты нагруженности
(коэффициенты нагруженности  и
и  рассчитывают по зависимости (2), принимая соответственно
рассчитывают по зависимости (2), принимая соответственно  и
и  ).
).
Жидкостное трение обеспечивается при  , если
, если  и при
и при  если /
если / (величину
(величину  определяют по зависимости (7)).
определяют по зависимости (7)).
При отрицательном результате проверки условий жидкостного трения выполняют контрольный расчет допускаемых зазоров и предельных значений толщины масляного слоя на ЭВМ по программе «ZAZOR», выявляя и устраняя допущенные ранее ошибки.
Задача №2
Подшипник скольжения диаметром цапфы  мм и длиной
мм и длиной  мм предназначен для работы с частотой вращения
мм предназначен для работы с частотой вращения  при радиальной нагрузке
при радиальной нагрузке  . Материал цапфы — сталь 45, вкладыша — бронза оловянная Бр. ОЮФ1. Высота неровностей профиля по десяти точкам цапфы и вкладыша соответственно равна
. Материал цапфы — сталь 45, вкладыша — бронза оловянная Бр. ОЮФ1. Высота неровностей профиля по десяти точкам цапфы и вкладыша соответственно равна  и
и  . Подшипник скольжения работает при температуре
. Подшипник скольжения работает при температуре  , в качестве смазки используется масло индустриальное 12 (И-12). Температура рабочего пространства при сборке
, в качестве смазки используется масло индустриальное 12 (И-12). Температура рабочего пространства при сборке  .
.
Решение:
- Определяем величину среднего давления:
- Рассчитываем угловую скорость:


- По зависимости (7) определяем толщину масляного слоя, при которой обеспечивается жидкостное трение. Принимаем


Тогда

Учитывая рассчитанные поправки, определяем предельные значения функциональных диаметральных зазоров:

- По ГОСТ 25347 выбираем стандартную посадку, у которой
По ГОСТ 25347 выбираем стандартную посадку, у которой  , а средний зазор
, а средний зазор  близок к
близок к  . Этим уловиям удовлетворяет посадка
. Этим уловиям удовлетворяет посадка  , у которой
, у которой


Эта посадка обеспечивает достаточный запас на износ подшипника:

По табл. 4 находим  . Следовательно, условие
. Следовательно, условие  выполняется.
выполняется.
 (см. расчет выше);
(см. расчет выше);



Жидкостное трение обеспечивается, так как

Следовательно, выбранная посадка  обеспечивает жидкостное трение в подшипнике скольжения при заданных условиях его эксплуатации.
обеспечивает жидкостное трение в подшипнике скольжения при заданных условиях его эксплуатации.
Расчет и выбор посадок с натягом
Основные положения
Посадки с натягом предназначены в основном для получения неподвижных неразъемных соединений, как правило, без дополнительного крепления соединяемых деталей. Дополнительное крепление соединенных с натягом деталей используют в исключительных случаях для повышения надежности неподвижных соединений. Относительная неподвижность деталей в соединениях с гарантированным натягом обеспечивается силами трения, возникающими на контактирующих поверхностях соединяемых деталей вследствие их деформации при сборке соединения.
Соединения с натягом получаются при сборке деталей под прессом, с нагревом охватывающей детали (втулки) или охлаждением охватываемой детали (вала).
Посадки с натягом назначают методами аналогии и подобия, в соответственных соединениях — рассчитывают [2, 7, 8, 13 и др.]. Расчет посадки с натягом сводится к определению:
Расчет выполняют в приведенной ниже последовательности.
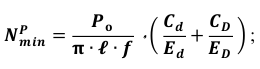
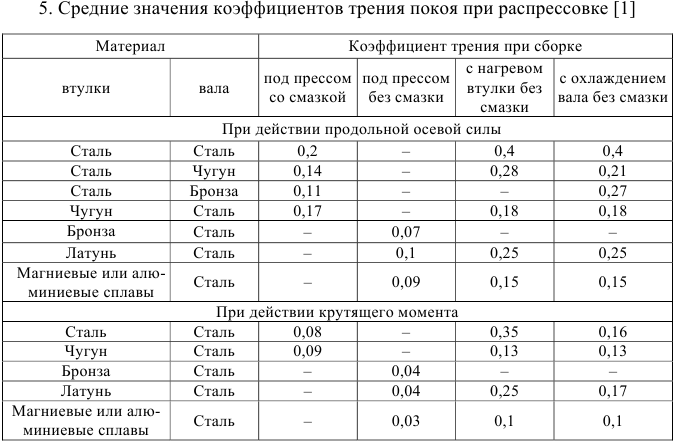
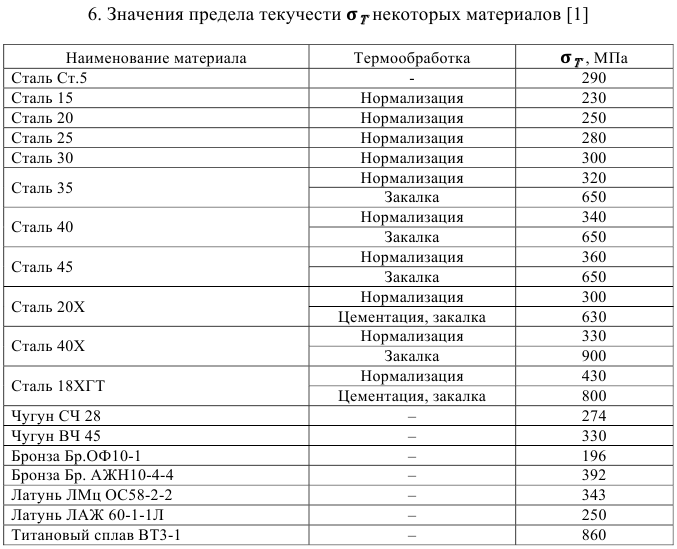
при действии крутящего момента 
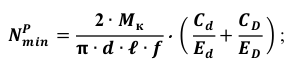
при одновременном действии  и
и
где — осевая сила, H; — крутящий момент, Н мм;  и
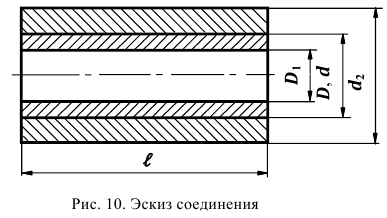
и  — номинальный диаметр сопрягаемых поверхностей соответственно вала и втулки, мм (рис. 10);
— номинальный диаметр сопрягаемых поверхностей соответственно вала и втулки, мм (рис. 10);  — длина соединения, мм;
— длина соединения, мм;  — коэффициент трения при распрессовке (табл. 5);
— коэффициент трения при распрессовке (табл. 5);  и
и  — модули упругости материала соответственно вала и втулки, МПа (см. табл. 3);
— модули упругости материала соответственно вала и втулки, МПа (см. табл. 3);  и
и  — коэффициенты Ляме:
— коэффициенты Ляме:

где  и
и  — диаметр соответственно отверстия полого вала и наружной поверхности втулки (см. рис. 10), мм;
— диаметр соответственно отверстия полого вала и наружной поверхности втулки (см. рис. 10), мм;  и
и  — коэффициенты Пуассона материалов соответственно вала и втулки (см. табл. 3).
— коэффициенты Пуассона материалов соответственно вала и втулки (см. табл. 3).
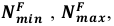
- Определяют значение максимального расчетного натяга


В качестве  принимают наименьшее из значений
принимают наименьшее из значений  и
и  . Допускаемое давление (МПа) на контактной поверхности вала
. Допускаемое давление (МПа) на контактной поверхности вала
Допускаемое давление (МПа) на контактной поверхности втулки

где  и
и  — предел текучести материала соответственно вала и втулки, МПа (табл. 6).
— предел текучести материала соответственно вала и втулки, МПа (табл. 6).
- Определяют значения функциональных натягов применяемых в качестве предельно допускаемых (мм):
 применяемых в качестве предельно допускаемых (мм):
применяемых в качестве предельно допускаемых (мм):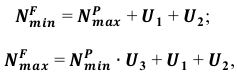
где  — поправка, учитывающая смятие неровностей контактных поверхностей деталей при образовании соединения:
— поправка, учитывающая смятие неровностей контактных поверхностей деталей при образовании соединения:

где  — параметры шероховатости: с индексом
— параметры шероховатости: с индексом  — вала, с индексом
— вала, с индексом  — втулки, мкм;
— втулки, мкм;  — поправка, учитывающая различие рабочей температуры деталей
— поправка, учитывающая различие рабочей температуры деталей  и
и  и температуры помещения при сборке
и температуры помещения при сборке  , различие коэффициентов линейного расширения материалов соединяемых деталей, мм:
, различие коэффициентов линейного расширения материалов соединяемых деталей, мм:

где  и
и  — коэффициенты линейного расширения материалов соответственно вала и втулки,
— коэффициенты линейного расширения материалов соответственно вала и втулки,  (см. табл. 3);
(см. табл. 3);  и
и  — разность между рабочей температурой соответственно вала и втулки и температурой рабочего пространства при сборке , °С:
— разность между рабочей температурой соответственно вала и втулки и температурой рабочего пространства при сборке , °С:

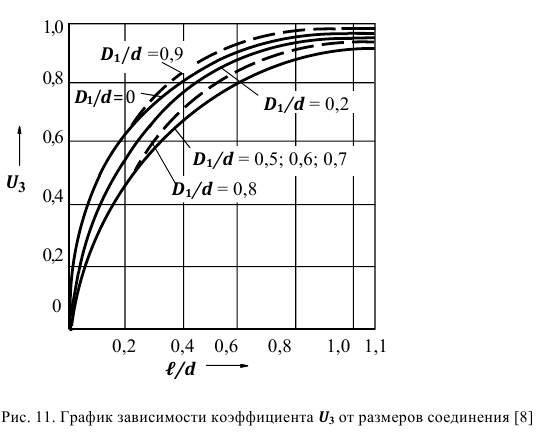
положительную поправку  учитывают при расчете
учитывают при расчете  , а отрицательную — при расчете
, а отрицательную — при расчете  (
( — коэффициент увеличения давления у торцов втулки; величину ( можно определить по графику на рис. 11 (при
— коэффициент увеличения давления у торцов втулки; величину ( можно определить по графику на рис. 11 (при  значение коэффициента (73 принимают равным значению, соответствующему
значение коэффициента (73 принимают равным значению, соответствующему  , или рассчитывают по методике [8]).
, или рассчитывают по методике [8]).
- Выбирают стандартную посадку, удовлетворяющую следующим условиям:
- прочности соединения, определяемой неравенством
- прочности деталей соединения, определяемой неравенством
- надежности соединения, определяемой необходимой величиной запаса прочности на эксплуатацию , мм:
 , мм:
, мм:
- наличия запаса прочности на сборку , мм

- который может быть меньше запаса прочности на эксплуатацию .
Расчет посадки с натягом включает в себя и расчет основного режимного параметра процесса сборки — усилия запрессовки  (Н) при механической запрессовке, температуры нагрева втулки
(Н) при механической запрессовке, температуры нагрева втулки  (°С) или температуры охлаждения вала
(°С) или температуры охлаждения вала  (°С) при сборке с термовоздействием [8].
(°С) при сборке с термовоздействием [8].

где  — коэффициент трения при запрессовке,
— коэффициент трения при запрессовке,  ;
;  МПа — давление при максимальном натяге
МПа — давление при максимальном натяге  :
:
где  , мм — минимальный необходимый зазор при сборке (часто принимают равным
, мм — минимальный необходимый зазор при сборке (часто принимают равным  в посадках
в посадках  ).
).
Температура нагрева втулки колеблется в диапазоне (75 — 450) °С [8].
Величину зазора назначают так же, как и в предыдущем случае.
Температуру охлаждения вала назначают  (охлаждение в спирте или ацетоне, предварительно остуженных твердой углекислотой),
(охлаждение в спирте или ацетоне, предварительно остуженных твердой углекислотой),  (охлаждение в аммиачном рефрижераторе),
(охлаждение в аммиачном рефрижераторе),  (охлаждение жидким азотом) [8].
(охлаждение жидким азотом) [8].
В задаче рассчитывают предельно допускаемые натяги и выбирают соответствующую им стандартную посадку с натягом, обеспечивающую надежность сборки и эксплуатации соединения. Размеры и условия эксплуатации соединения принимают соответствующими исходным данным по варианту, указанному в задании.
Возможно эта страница вам будет полезна:
Порядок решения задачи и расчета и выбора посадок с натягом:

и оценивают возможность назначения стандартной посадки с таким значением допуска натяга при заданном размере соединения. При этом учитывают, что посадки с натягом существуют в квалитетах 4 — 8, а допуск натяга стандартной посадки  должен быть меньше допуска
должен быть меньше допуска  (см. условия (30), (31)). Если выбрать стандартную посадку невозможно, то изменяют размеры соединения, увеличивая длину соединения
(см. условия (30), (31)). Если выбрать стандартную посадку невозможно, то изменяют размеры соединения, увеличивая длину соединения  и (или) диаметр наружной поверхности втулки
и (или) диаметр наружной поверхности втулки  ; при полом вале можно уменьшить диаметр отверстия вала
; при полом вале можно уменьшить диаметр отверстия вала  . Небольшие изменения функциональных натягов возможны при изменении шероховатости сопрягаемых поверхностей, что приводит к изменению величины поправки
. Небольшие изменения функциональных натягов возможны при изменении шероховатости сопрягаемых поверхностей, что приводит к изменению величины поправки  (см. зависимость (27)). Повторные расчеты значений
(см. зависимость (27)). Повторные расчеты значений

выполняют с помощью ЭВМ по программе «NATYAG», блок-схема алгоритма которой приведена в приложении 7.
Выбирают по ГОСТ 25347 посадку, у которой табличные значения натягов

удовлетворяют условиям (30), (31).
Посадку подбирают, используя таблицы предельных натягов в справочнике [8] или предельных отклонений по ГОСТ 25347 [2, 8 и др.]. Предпочтение отдают посадкам в системе отверстия. При необходимости можно назначить комбинированную посадку (например,  ).
).
- Проверяют надежность соединения, определяемую величиной запаса прочности на эксплуатацию (см. зависимость (32)).
Соединение считают надежным, если величина  составляет не менее 20 % допуска натяга . В противном случае посадку корректируют, увеличивая .
составляет не менее 20 % допуска натяга . В противном случае посадку корректируют, увеличивая .
Задача №3
Соединение (см. рис. 10) с размерами


предназначено для передачи крутящего момента

Решение:
Материал деталей соединения — сталь 35 
 . Шероховатость контактирующих поверхностей:
. Шероховатость контактирующих поверхностей:

Сборку осуществляют механической запрессовкой со смазкой; температура рабочего пространства при сборке  ; рабочая температура деталей
; рабочая температура деталей  .
.
Необходимо рассчитать допускаемые натяги и выбрать соответствующую им стандартную посадку.
Тогда, по зависимости (18)



Так как допускаемое давление на контактной поверхности втулки  меньше допускаемого давления на контактной поверхности вала
меньше допускаемого давления на контактной поверхности вала  , принимаем
, принимаем

Тогда

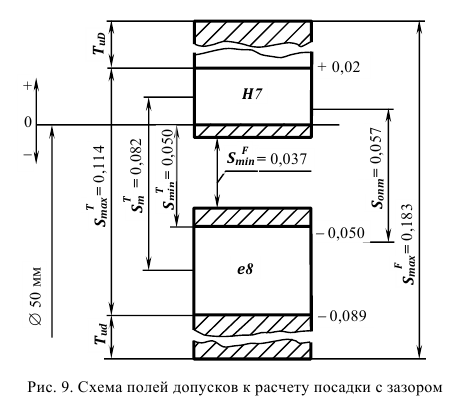
- Определяем функциональные натяги по зависимостям (25), (26); для этого определяем поправки (см. зависимости (27, 28), рис. 9).
 (см. зависимости (27, 28), рис. 9).
(см. зависимости (27, 28), рис. 9).
Так как температура рабочего пространства при сборке  и рабочая температура деталей равны
и рабочая температура деталей равны  , поправка
, поправка  .
.
При

Тогда

- Определяем допуск натяга :
 :
:
Приняв  , получаем
, получаем

Стандартную посадку можно назначить, так как допуски  и
и  достаточно велики для выбора посадки из числа рекомендуемых в квалитетах 6-7.
достаточно велики для выбора посадки из числа рекомендуемых в квалитетах 6-7.
- Выбираем по ГОСТ 25347 посадку, для которой выполняются условия (30), (31):

Этим условиям удовлетворяет посадка  , у которой
, у которой

- Проверяем надежность соединения, определяемую величиной :
 :
:
Соединение считаем надежным, так как

- Определяем запас прочности на сборку

Так как при соединении деталей по посадке  наиболее вероятные натяги имеют достаточно большое значение (около 0,2 мм), сборку соединения механической запрессовкой осуществить трудно. Для обеспечения сборки охлаждают вал или нагревают втулку.
наиболее вероятные натяги имеют достаточно большое значение (около 0,2 мм), сборку соединения механической запрессовкой осуществить трудно. Для обеспечения сборки охлаждают вал или нагревают втулку.
Задача №4
По данным предыдущей задачи необходимо рассчитать допускаемые натяги, выбрать стандартную посадку и определить необходимую температуру tn для сборки соединения с нагревом втулки.
Решение:
- Определяем :
 :
:
- Определяем (см. задаче 3):
 (см. задаче 3):
(см. задаче 3):
- Определяем :
 :
:
Принимаем  для посадки
для посадки  (см. табл. 3). Тогда
(см. табл. 3). Тогда
По данным задачи 3 необходимо рассчитать допускаемые натяги, выбрать стандартную посадку и определить температуру  , необходимую для сборки соединения с охлаждением вала.
, необходимую для сборки соединения с охлаждением вала.
- Определяем :
 :
:при


- Определяем (см. задача3):
 (см. задача3):
(см. задача3):
- Определяем :

- Определяем температуру охлаждения вала при температуре рабочего пространства при сборке по зависимости (37).
 по зависимости (37).
по зависимости (37).Принимаем для посадки  ,
,

Тогда

- Выбираем способ охлаждения вала — жидким азотом, обеспечивающий .
 .
.Расчет и выбор посадок подшипников качения
Основные положения
Подшипники качения являются одним из самых распространенных элементов различных машин и приборов, определяющим их эксплуатационные характеристики: точность, работоспособность, ремонтопригодность и др.
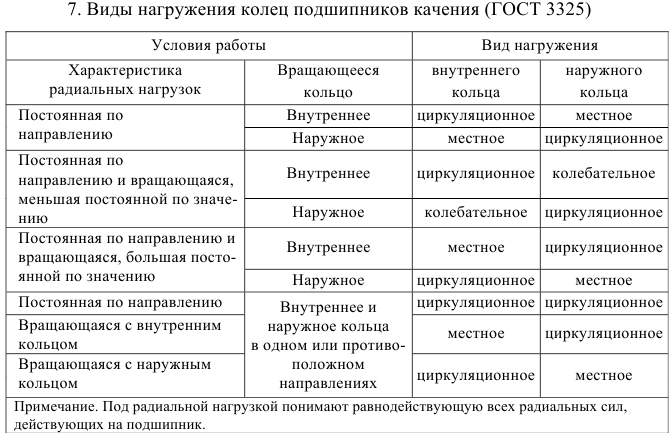
Выбор посадок подшипников в корпус* и па вал осуществляют с учетом их конструктивных характеристик, требований к точности вращения, условий эксплуатации (характера действующих нагрузок, вида нагружения колец подшипников), а иногда и некоторых других параметров. При этом основным критерием выбора посадок является вид нагружения колец подшипников качения.
Различают циркуляционное, местное и колебательное нагружения колец подшипников качения (табл. 7).
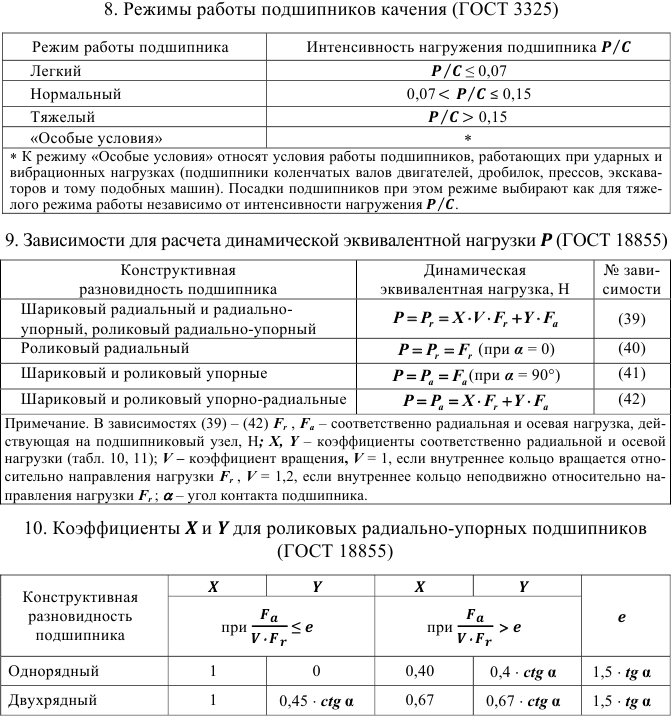
Другим критерием выбора посадок подшипников качения является режим работы: легкий, нормальный, тяжелый или «особые условия», определяемый интенсивностью нагружения подшипникового узла  (табл. 8).
(табл. 8).
Интенсивность нагружения подшипникового узла определяется отношением динамической эквивалентной нагрузки  (динамической эквивалентной радиальной нагрузки
(динамической эквивалентной радиальной нагрузки  или динамической эквивалентной осевой нагрузки
или динамической эквивалентной осевой нагрузки  ) (табл. 9) к динамической грузоподъемности
) (табл. 9) к динамической грузоподъемности  (динамической радиальной грузоподъемности
(динамической радиальной грузоподъемности  для радиальных и радиально-упорных шариковых и роликовых подшипников или динамической осевой грузоподъемности
для радиальных и радиально-упорных шариковых и роликовых подшипников или динамической осевой грузоподъемности  для упорных и упорно-радиальных подшипников).
для упорных и упорно-радиальных подшипников).
Динамическая грузоподъемность зависит от геометрических и конструктивных параметров подшипников [1, 9]; ее значения приведены в табл. П1.3 (прил. 1).
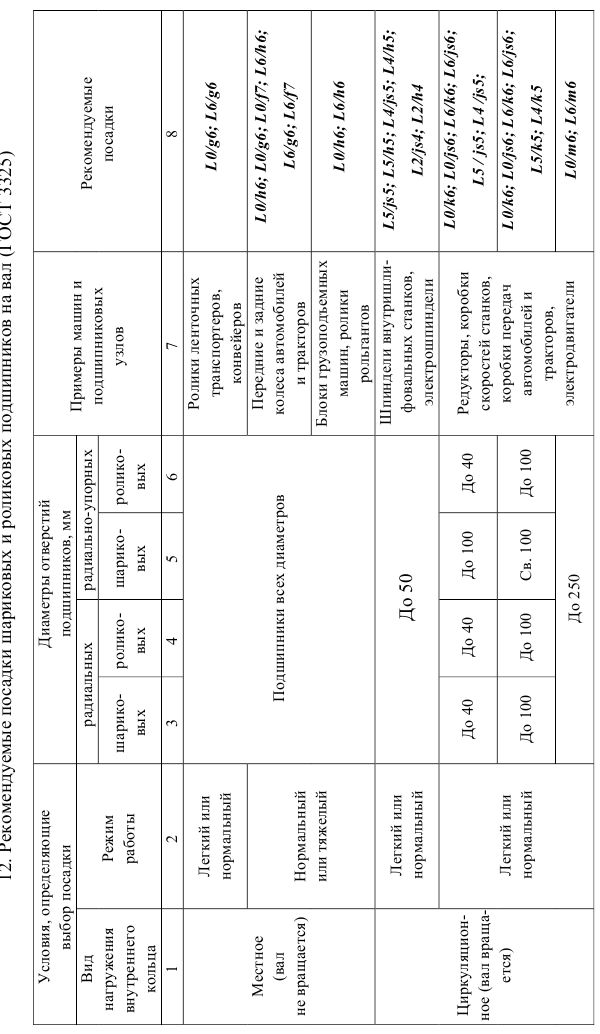
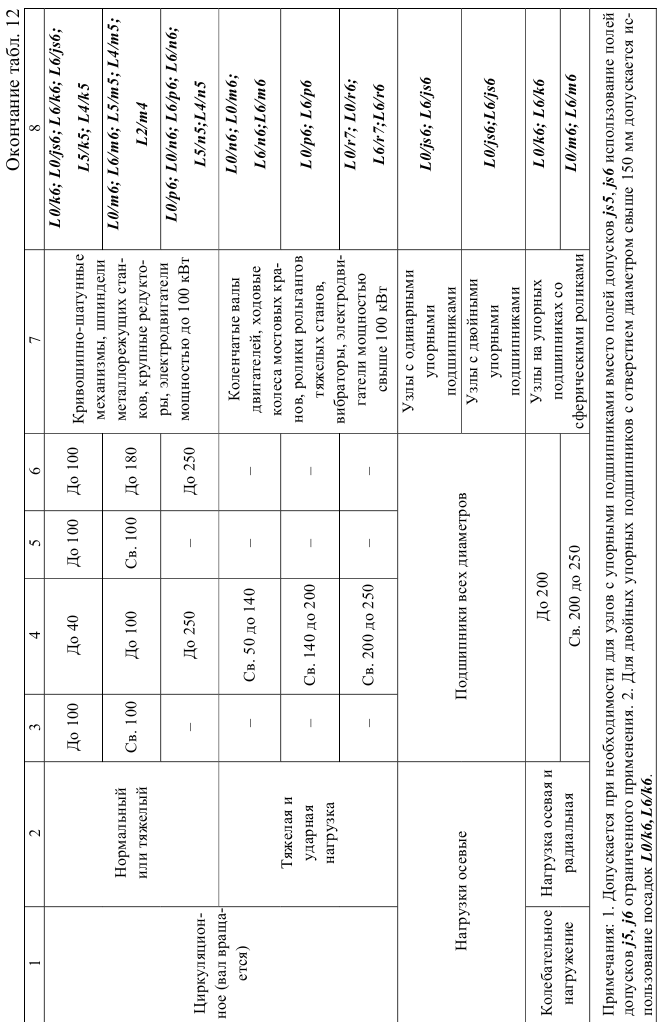
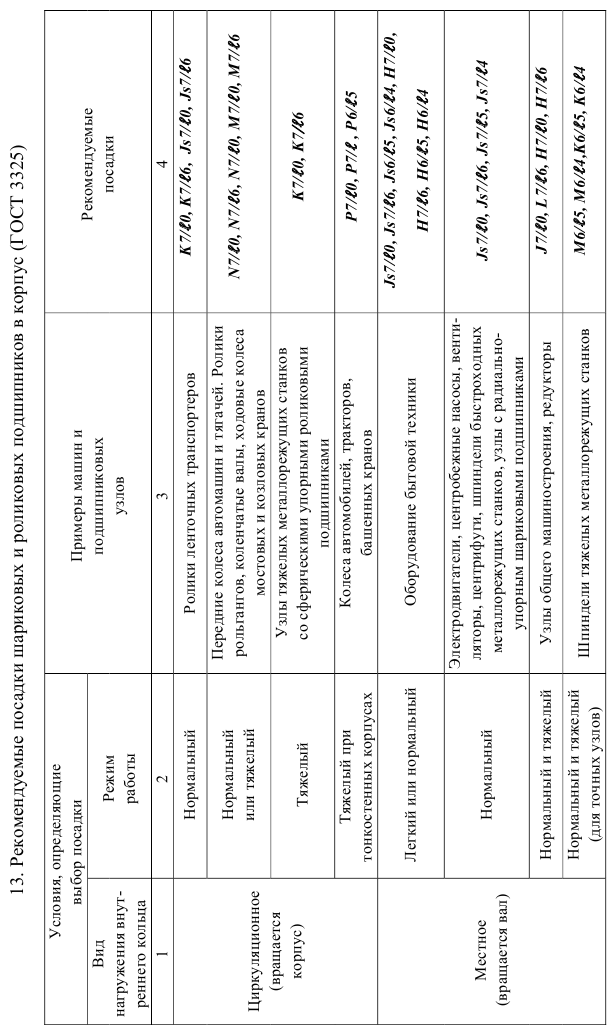
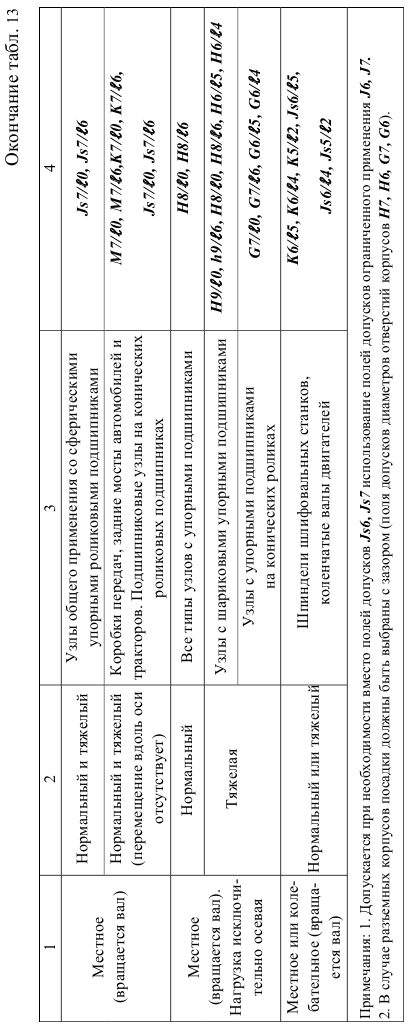
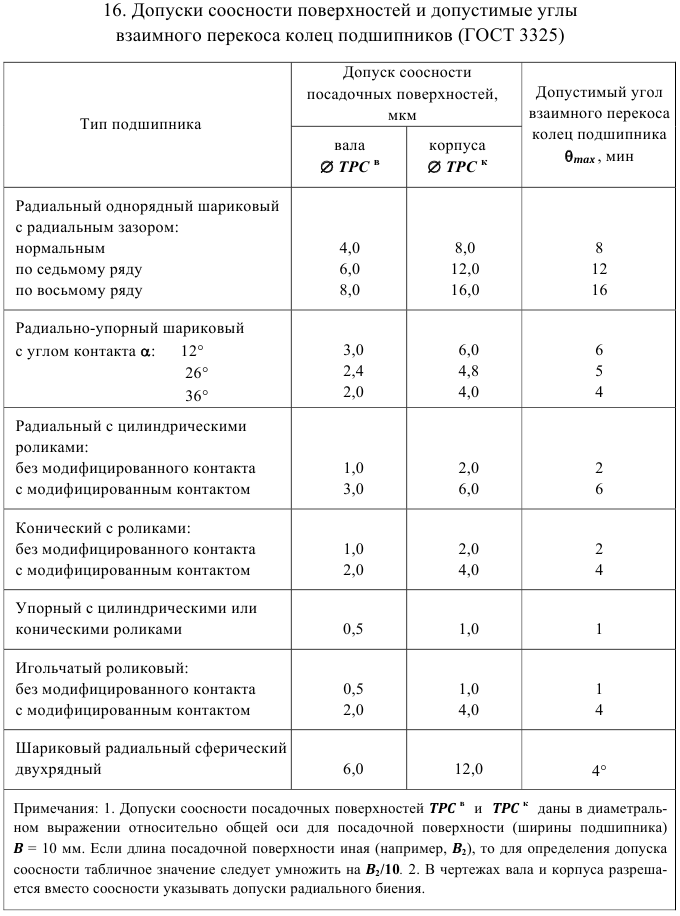
Примеры применения установленных ГОСТ 3325 посадок подшипников качения в корпус и на вал приведены в табл. 12, 13.
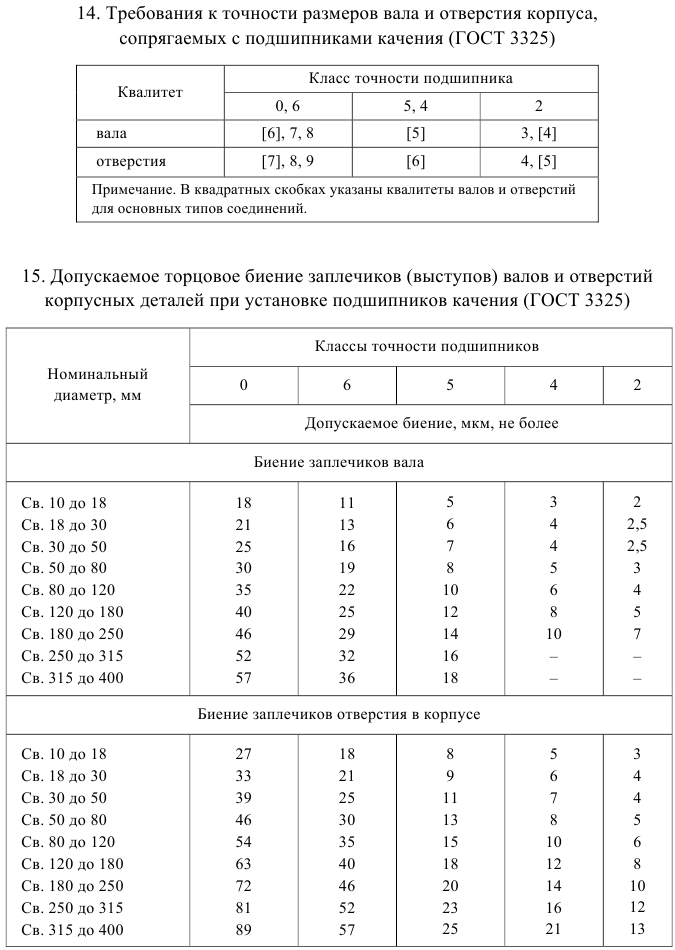
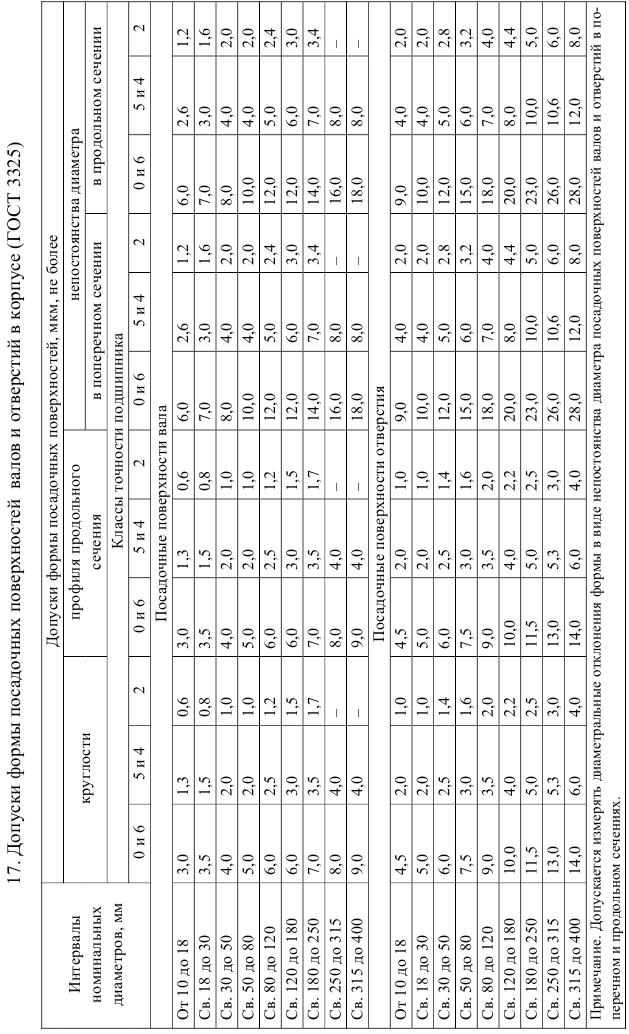
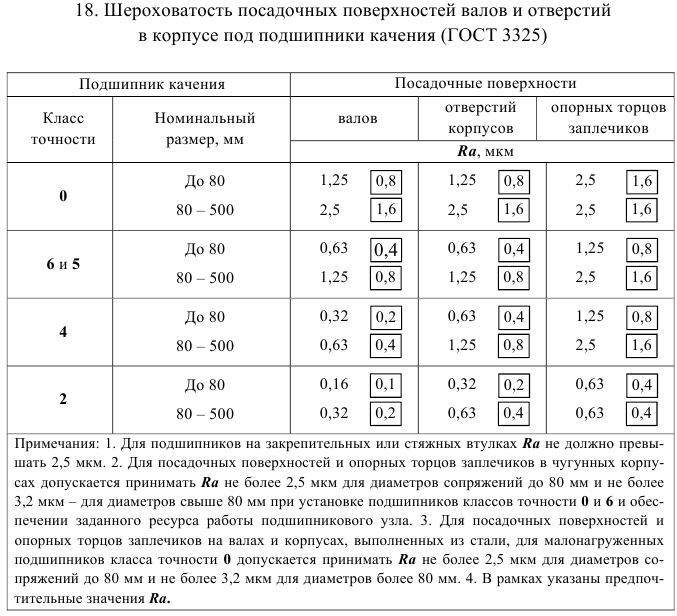
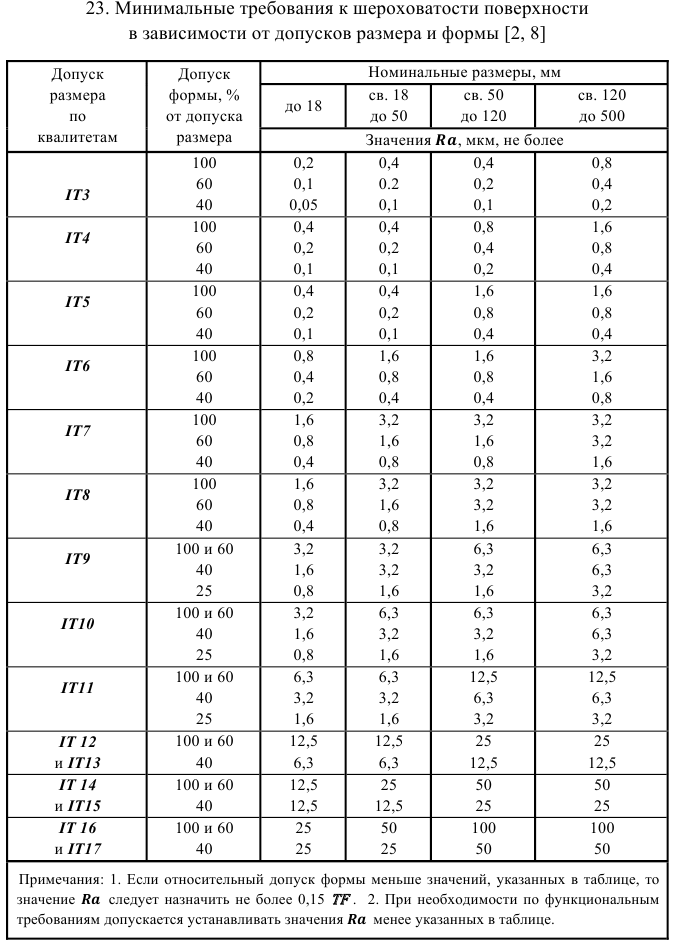
Кроме посадок, ГОСТ 3325 предусматривает требования к точности размеров (табл. 14), точности взаимного расположения (табл. 15, 16), формы (табл. 17) и шероховатости поверхностей (табл. 18), сопрягаемых с подшипниками качения.
В задаче назначают посадки подшипника качения в корпус и на вал, а также устанавливают требования к точности поверхностей корпуса и вала, сопрягаемых с подшипниками качения.
Исходные данные для назначения посадок подшипника качения в корпус и на вал (номер подшипника, его класс точности и назначение, а также действующие на подшипниковый узел нагрузки) принимают либо в соответствии с вариантом, указанным в задании, либо в соответствии с назначением изделия и описанием условий его работы, если в задании указан номер чертежа изделия.
Порядок решения задачи:
- В соответствии с классом точности подшипника и его размерами определяют предельные отклонения средних диаметров и , одно из которых ( и ) равно нулю, а второе имеет отрицательное значение (прил. 8).
- Определяют вид нагружения наружного и внутреннего колец подшипника (см. табл. 7).
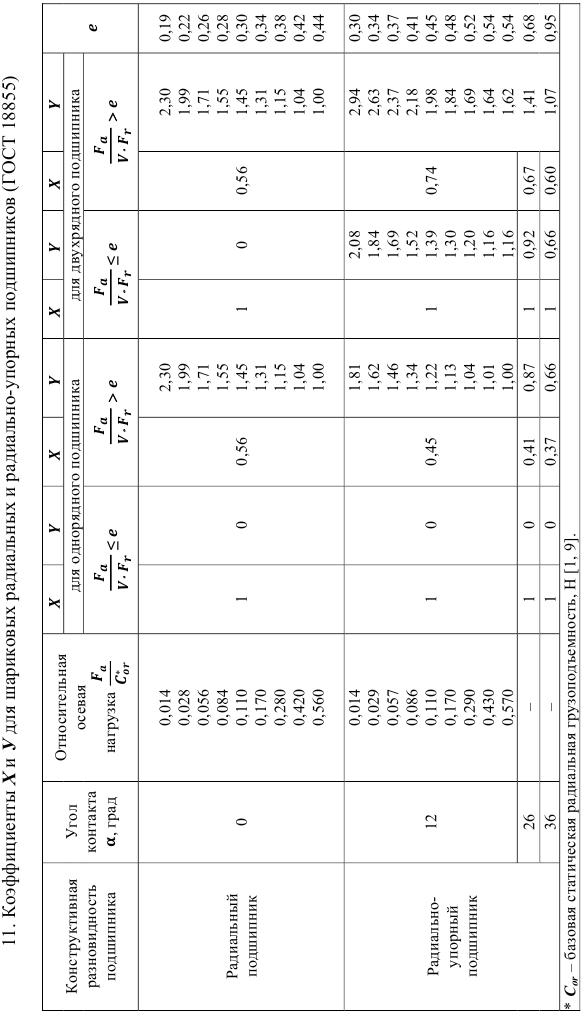
- Рассчитывают динамическую эквивалентную нагрузку (в зависимости от конструкции подшипника — или ) (см. табл. 9 — 11).
- Определяют по табл. 3 П1.3 (прил. 1) динамическую грузоподъемность подшипника .
- Определяют интенсивность нагружения подшипникового узла .
- Определяют режим работы подшипника (см. табл. 8).
- Выбирают, в зависимости от режима работы, вида нагружения колец, размеров и типа подшипника, его посадки в корпус и на вал (см. табл. 12, 13), учитывая, что точность размеров цилиндрических поверхностей вала и корпуса зависит от класса точности подшипника и определяется по табл. 14.
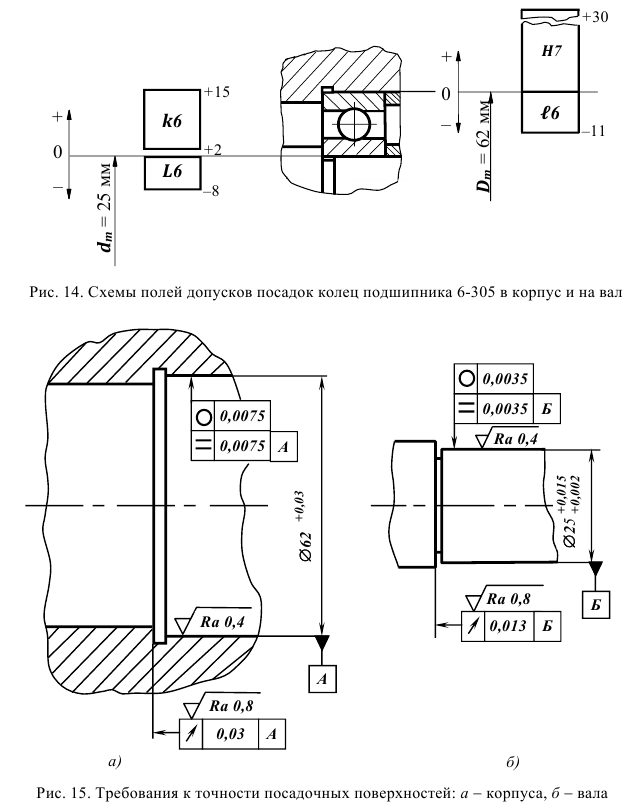
- Строят схемы полей допусков выбранных посадок, как показано на рис. 14.
- Устанавливают требования к точности поверхностей вала и отверстия корпуса, сопрягаемых с подшипниками качения (см. табл. 14 — 18).
- Показывают требования к точности поверхностей вала и отверстия корпуса на чертежах, аналогично показанным на рис. 15.
 и
и  , одно из которых (
, одно из которых ( и
и  ) равно нулю, а второе имеет отрицательное значение (прил. 8).
) равно нулю, а второе имеет отрицательное значение (прил. 8). (в зависимости от конструкции подшипника —
(в зависимости от конструкции подшипника —  или
или  ) (см. табл. 9 — 11).
) (см. табл. 9 — 11).Задача №6
Шариковый радиальный подшипник 6-305 является опорой вала редуктора с цилиндрическими зубчатыми колесами. Радиальная нагрузка, действующая на подшипниковый узел,
Необходимо выбрать посадки подшипника на вал и в корпус, а также определить требования к точности поверхностей вала и корпуса, сопрягаемых с этим подшипником.
Решение:
- Определяем по табл. П 1.3 прил. 1 геометрические параметры подшипника 6-305:

- Определяем по прил. 8 предельные отклонения средних диаметров

- Определяем вид нагружения внутреннего и наружного колец подшипника. Так как в цилиндрическом редукторе вращается вал, а следовательно, и внутреннее кольцо подшипника, нагрузка, действующая на подшипниковый узел, постоянна по величине и направлению, внутреннее кольцо подшипника испытывает циркуляционное нагружение. Наружное кольцо подшипника установлено в неподвижном корпусе и нагружено местно (см. табл. 7).
- Определяем интенсивность нагружения подшипникового узла , для чего по зависимости (39) (см. табл. 9) определяем динамическую эквивалентную нагрузку . Так как внутреннее кольцо подшипника вращается, а осевая нагрузка (зубчатая передача — прямозубая), (см. табл. 9), , (см. табл. 11):
 (зубчатая передача — прямозубая),
(зубчатая передача — прямозубая),  (см. табл. 9),
(см. табл. 9),  ,
,  (см. табл. 11):
(см. табл. 11):
Динамическая грузоподъемность подшипника 6-305 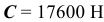 . Тогда
. Тогда
Точность размеров этих поверхностей определена назначенными посадками: вал —  , отверстие —
, отверстие —  .
.
Точность взаимного расположения поверхностей вала и корпуса характеризуют допуски торцового биения заплечиков относительно базовых осей (см. табл. 15): для вала — 0,013 мм, для корпуса — 0,03 мм.
Точность формы цилиндрических поверхностей вала и корпуса определяют допуски круглости и профиля продольного сечения (см. табл. 17): для вала -0,0035 мм, для отверстия — 0,0075 мм. Точность формы торцовых поверхностей, а именно допуск плоскостности этих поверхностей, задана косвенно допуском торцового биения (см. выше).
Шероховатость цилиндрических и торцовых поверхностей вала и корпуса назначаем по табл. 18: допускаемые значения параметра  для вала и корпуса соответственно 0,4 и 0,8 мкм.
для вала и корпуса соответственно 0,4 и 0,8 мкм.
- Показываем требования к точности поверхностей вала и отверстия корпуса на чертеже (см. рис. 15).
Нормирование точности размеров, формы, расположения и шероховатости поверхностей деталей
Изготовление деталей с необходимой точностью возможно лишь при указании на чертежах требований к точности размеров, формы, расположения, шероховатости, а в ряде случаев и волнистости поверхностей.
На чертеже детали проставляют минимальное, но достаточное для ее изготовления и контроля, количество размеров. Все размеры указывают с предельными отклонениями.
Предельные отклонения линейных размеров сопрягаемых поверхностей (элементов) детали выбирают по ГОСТ 25347 (для металлических деталей) и ГОСТ 25349 (для деталей из пластмасс) и проставляют на чертеже по ГОСТ 2.307 ЕСКД в соответствии с посадками, обеспечивающими служебное назначение изделия.
Предельные отклонения остальных размеров оговаривают по ГОСТ 30893 в технических требованиях общей записью, например «Общие допуски по ГОСТ 30893.2 —  , где
, где  — класс точности размеров, предельные отклонения (поля допусков) которых не указаны непосредственно на чертеже детали.
— класс точности размеров, предельные отклонения (поля допусков) которых не указаны непосредственно на чертеже детали.
Нормирование точности формы и расположения поверхностей деталей
Отклонения формы и расположения поверхностей нормируют в соответствии со стандартами:
- ГОСТ 24642 «ОНВ. Допуски формы и расположения поверхностей. Основные термины и определения»;
- ГОСТ 24643 «ОНВ. Допуски формы и расположения поверхностей. Числовые значения»;
- ГОСТ Р 50056 «ОНВ. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению»;
- ГОСТ 31254 (ИСО 14660-1:1999, ИСО 14660-2:1999) «ОНВ. Геометрические элементы. Общие термины и определения»;
- ГОСТ Р 53090 (ИСО 2692:2006) «ОНВ. Характеристики изделий геометрические. Требования максимума материала, минимума материала и взаимодействия»;
- ГОСТ Р 53442 (ИСО 1101:2004) «ОНВ. Характеристики изделий геометрические. Допуски формы, ориентации, месторасположения и биения»*;
- ГОСТ 30987 (ИСО 10579:1993) «ОНВ. Назначение размеров и допусков для нежестких деталей»*;
- ГОСТ 30893 «Общие допуски».
Значения допусков формы и расположения поверхностей, а также суммарных допусков формы и расположения представлены в табл. П 10.1, П 10.2 (прил. 10) в зависимости от установленных степеней точности (прил. 11) и номинальных размеров.
При назначении допусков параллельности, перпендикулярности, наклона под номинальным размером понимают длину нормируемого участка или номинальную длину всей рассматриваемой поверхности (для допуска параллельности — номинальную длину большей стороны), если нормированный участок не задан. Допуски торцового биения назначают на заданном номинальном диаметре или номинальном наибольшем диаметре торцовой поверхности, если диаметр не задан. Допуски полного торцового биения назначают на номинальном наибольшем диаметре торцовой поверхности.
При назначении допусков соосности, симметричности, пересечения осей под номинальным размером понимают номинальный размер рассматриваемой поверхности вращения или номинальный размер расстояния между поверхностями, образующими рассматриваемый симметричный элемент. Если база не указывается, то допуск определяют по элементу с большим размером. Допуски радиального биения и полного радиального биения назначают исходя из номинального диаметра рассматриваемой поверхности.
При выборе допуска формы необходимо связать его с допуском размера, координирующего данную поверхность (при назначении допусков формы плоских поверхностей), или с допуском диаметра (для цилиндрических поверхностей). Допуски формы назначают только в тех случаях, когда они должны быть меньше допуска размера  :
:

где  — допуск формы в диаметральном выражении.
— допуск формы в диаметральном выражении.
Если для плоского элемента назначают наряду с допусками формы допуски расположения  (параллельности, перпендикулярности, наклона и др.), то при назначении допуска формы рекомендуется соблюдать условие
(параллельности, перпендикулярности, наклона и др.), то при назначении допуска формы рекомендуется соблюдать условие  .
.
Для облегчения нормирования отклонений формы установлены 3 уровня относительной геометрической точности [2]:
 — нормальная относительная геометрическая точность.
— нормальная относительная геометрическая точность.  для плоских поверхностей и
для плоских поверхностей и  для цилиндрических поверхностей;
для цилиндрических поверхностей;
 — повышенная относительная геометрическая точность. Для плоских и цилиндрических поверхностей соответственно
— повышенная относительная геометрическая точность. Для плоских и цилиндрических поверхностей соответственно  и
и  ;
;
— высокая относительная геометрическая точность. Для плоских и цилиндрических поверхностей соответственно  и
и  .
.
Допуски формы цилиндрических поверхностей назначают в два раза меньшими, чем допуски формы плоских поверхностей, так как допуски формы плоских поверхностей ограничивают отклонения размеров, а цилиндрических -радиуса детали.
Уровень относительной геометрической точности назначают для деталей подвижных соединений при небольших нагрузках и скоростях относительных перемещений, когда не предъявляются особые требования к плавности хода и минимальному трению, для деталей соединений с натягом и образующих переходные посадки, для деталей соединений, подвергаемых разборке или повторной сборке, для измерительных поверхностей калибров [2].
Уровень выбирают для деталей подвижных соединений при средних по величине нагрузках и средних скоростях относительных перемещений, для деталей соединений с натягом или переходными посадками — при высоких требованиях к точности и прочности.
Уровень  выбирают для деталей подвижных соединений при высоких скоростях и нагрузках, в случае высоких требований к плавности хода и герметичности соединения (уплотнения), для деталей соединений с натягом или переходными посадками, работающих в условиях воздействия высоких скоростей, и нагрузок, в том числе ударов и вибраций.
выбирают для деталей подвижных соединений при высоких скоростях и нагрузках, в случае высоких требований к плавности хода и герметичности соединения (уплотнения), для деталей соединений с натягом или переходными посадками, работающих в условиях воздействия высоких скоростей, и нагрузок, в том числе ударов и вибраций.
Для высокоточных деталей можно применять допуски формы, составляющие менее 25 % от  для плоских и 12 % от для цилиндрических поверхностей.
для плоских и 12 % от для цилиндрических поверхностей.
Рекомендации по выбору степени точности формы цилиндрических поверхностей приведены в табл. 19 и П 11.1 (прил. 11), плоских — в табл. П 11.2 (прил. 11).
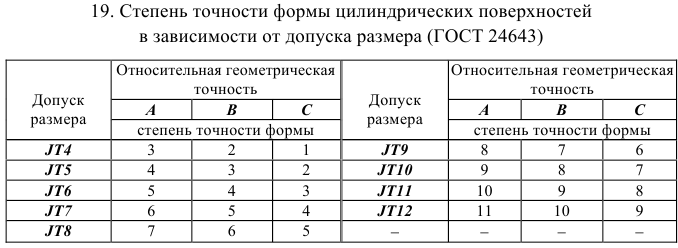
Численные значения допусков формы назначают по степеням точности в соответствии с табл. П 10.1 и П 10.2 (прил. 10). Для тех допусков, на которые не распространяются стандартные степени точности (например, позиционный допуск), значения берут из базового ряда (табл. 20), при этом расчетные значения допуска округляют до ближайшего меньшего значения. Базовый ряд используют также, когда необходимо назначить допуск, занимающий промежуточное положение между соседними степенями точности.
При выборе допусков цилиндричности или профиля продольного сечения следует учитывать длину нормируемого участка, а если допуск относится ко всей поверхности, то ее полную длину  [8]. При отношении
[8]. При отношении  допуск формы рекомендуется принимать на одну степень точности грубее, а при
допуск формы рекомендуется принимать на одну степень точности грубее, а при  — на две степени точности грубее, чем в обычных случаях, когда
— на две степени точности грубее, чем в обычных случаях, когда  . Однако во всех случаях удвоенный допуск формы в радиусном выражении не должен превышать допуска диаметра нормируемой поверхности.
. Однако во всех случаях удвоенный допуск формы в радиусном выражении не должен превышать допуска диаметра нормируемой поверхности.
Точность формы конических поверхностей характеризуют в основном отклонениями и допусками прямолинейности образующей конуса и круглости в поперечном сечении. Как правило, допуски формы назначают только для высокоточных конусов (например, инструментальные или шпиндельные конусы, конусные калибры и др.), когда точность конуса нормируется раздельным допуском диаметра в заданном поперечном сечении  (обычно диаметр в основной плоскости конуса) и допуском угла конуса
(обычно диаметр в основной плоскости конуса) и допуском угла конуса  или
или  . При этом рекомендуется соблюдать следующие условия [8]:
. При этом рекомендуется соблюдать следующие условия [8]:
где  и
и  — соответственно допуск прямолинейности образующей и круглости, мкм;
— соответственно допуск прямолинейности образующей и круглости, мкм;  — допуск угла конуса, мкм, назначенный по ГОСТ 8908 «Допуски углов»; — допуск диаметра конуса в заданном сечении, мкм, определяемый по ГОСТ 25347 «Поля допусков и рекомендуемые посадки гладких цилиндрических соединений».
— допуск угла конуса, мкм, назначенный по ГОСТ 8908 «Допуски углов»; — допуск диаметра конуса в заданном сечении, мкм, определяемый по ГОСТ 25347 «Поля допусков и рекомендуемые посадки гладких цилиндрических соединений».
Допуски расположения, а также суммарные допуски формы и расположения назначают, как правило, на основании расчета размерных цепей исходя из эксплуатационных требований, предъявляемых к изделию и детали, а также их конструктивных особенностей. Примеры выбора степеней точности и способы обработки, обеспечивающие соблюдение соответствующих допусков, приведены в табл. П 11.3- 11.5 прил. 11.
Допуски параллельности  назначают только в тех случаях, когда необходимо, чтобы они были меньше допуска размера
назначают только в тех случаях, когда необходимо, чтобы они были меньше допуска размера  между рассматриваемыми элементами:
между рассматриваемыми элементами:

Допуски параллельности можно назначать по аналогии с допусками плоскостности и прямолинейности по нормальной, повышенной и высокой относительной геометрической точности в зависимости от соотношения .
Допуски расположения, полученные расчетным путем, следует округлять до стандартных значений по табл. П 10.1, П 10.2 (прил. 10), либо из базового ряда (см. табл. 20) путем выбора ближайшего с расчетным меньшего значения.
ГОСТ 24642 устанавливает два способа оценки допусков соосности, симметричности, пересечения осей и позиционного допуска — в радиусном выражении (как наибольшее допускаемое значение отклонения) или в диаметральном выражении (как диаметр или ширина поля допуска расположения). Предпочтительно указывать допуски в диаметральном выражении. Они более удобны для расчета диаметральных зазоров и комплексных калибров. Соотношение между эквивалентными допусками в диаметральном и радиусном выражении равно 2:1 (табл. 21). При расшифровке чертежей, разработанных до 01.01.1980 г., следует учитывать, что согласно ГОСТ 2.308-68 допуски соосности, симметричности и смещения осей нормировали только в радиусном выражении.

Неуказанные непосредственно на чертеже или в технических требованиях допуски формы и расположения регламентированы ГОСТ 30893.2. Для допусков прямолинейности, плоскостности, перпендикулярности, симметричности, пересечения осей и биений (радиального, торцевого, в заданном направлении) установлены три класса точности —  и
и  . В машиностроении, как правило, используют средний класс точности —
. В машиностроении, как правило, используют средний класс точности —  .
.
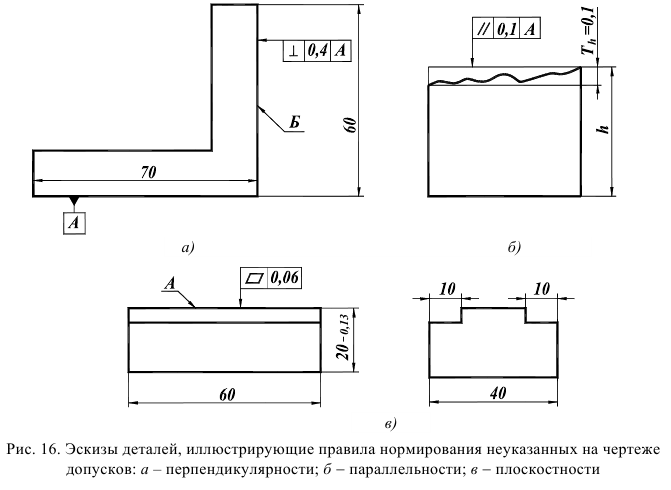
В качестве базы при нормировании отклонений от перпендикулярности принимают элемент с большей длиной (рис. 16, а).
Если на чертеже не указаны допуски круглости и параллельности, то, согласно ГОСТ 30893.2, допускаются любые отклонения в пределах поля допуска рассматриваемого размера или размера расстояния между рассматриваемой поверхностью и базой. Это связано с тем, что указанные погрешности формы и расположения входят составной частью в погрешность размера и выявляются при контроле детали. Например, для детали, изображенной на рис. 16, б, неуказанные допуски параллельности и плоскостности находятся в пределах поля допуска  . Допуск круглости равен допуску диаметра, но не более общего допуска радиального биения. Для частных видов отклонений формы, таких как овальность, огранка с четным числом граней, конусообразность, бочкообразность и седлообразность, следует принимать наибольшее возможное отклонение формы, равное
. Допуск круглости равен допуску диаметра, но не более общего допуска радиального биения. Для частных видов отклонений формы, таких как овальность, огранка с четным числом граней, конусообразность, бочкообразность и седлообразность, следует принимать наибольшее возможное отклонение формы, равное  или
или  (
( и
и  — соответственно допуск вала и отверстия).
— соответственно допуск вала и отверстия).
Общие допуски цилиидричиости, профиля продольного сечения, наклона, перекоса осей, позиционные, полного радиального и полного торцового биения, формы заданного профиля и формы заданной поверхности не устанавливаются. Отклонения этих видов косвенно ограничиваются допусками на линейные и угловые размеры или другими видами допусков формы и расположения, в том числе и общими. Если такого ограничения недостаточно, то перечисленные виды допусков следует указывать на чертеже непосредственно для соответствующих элементов. Общие допуски соосности применяют в случаях, когда измерение радиального биения невозможно или нецелесообразно. Общий допуск соосности в диаметральном выражении устанавливают равным общему допуску радиального биения.
Задача №7
Назначить допуск плоскостности поверхности призматической детали (рис. 16, в), исходя из условия обеспечения нормальной относительной геометрической точности при допуске размера, координирующего данную поверхность,  . Длина поверхности 60 мм.
. Длина поверхности 60 мм.
Решение:
Для нормальной относительной геометрической точности находим расчетный допуск плоскостности  . По табл. 20 для длины 60 мм полученное значение округляем до ближайшего меньшего, т.е. до 0,06 мм. Таким образом, допуск плоскостности, указываемый на чертеже, будет равен 0,06 мм, что соответствует 11-й степени точности.
. По табл. 20 для длины 60 мм полученное значение округляем до ближайшего меньшего, т.е. до 0,06 мм. Таким образом, допуск плоскостности, указываемый на чертеже, будет равен 0,06 мм, что соответствует 11-й степени точности.
Нормирование шероховатости поверхностей деталей
Шероховатость поверхностей нормируют, соблюдая требования ГОСТ 25142 «ОНВ. Шероховатость поверхности. Термины и определения» и ГОСТ 2789 «Шероховатость поверхности. Параметры и характеристики».
Числовые значения параметров шероховатости назначают исходя из функционального назначения и конструктивных особенностей каждой отдельной поверхности и детали в целом. Шероховатость поверхности в процессе сборки изделия и его эксплуатации может привести к дополнительным отклонениям размера и формы поверхности детали, соответствующему изменению расчетных значений натягов и зазоров, коэффициента трения и др. Поэтому определенные ограничения шероховатости связаны с допусками на линейные размеры и форму нормируемых поверхностей. Требования к шероховатости одной поверхности могут быть установлены одним параметром или несколькими, если это необходимо для обеспечения функционального назначения поверхности. Предпочтительным параметром шероховатости при ее нормировании и указании на чертежах является среднее арифметическое отклонение профиля  . При назначении следует учитывать приведенную ниже связь этого параметра шероховатости с допусками на линейный размер и отклонение формы нормируемой поверхности.
. При назначении следует учитывать приведенную ниже связь этого параметра шероховатости с допусками на линейный размер и отклонение формы нормируемой поверхности.
При допуске формы  , находящемся в пределах поля допуска на линейный размер
, находящемся в пределах поля допуска на линейный размер  [8],
[8],
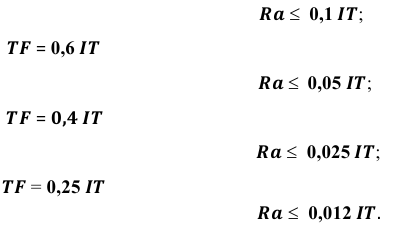
В тех случаях, когда необходимо нормировать высоту неровностей по десяти точкам  , можно воспользоваться зависимостью
, можно воспользоваться зависимостью
где  при
при 
 при
при 
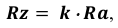
Полученные значения параметров шероховатости следует округлить до ближайших меньших предпочтительных значений (табл. 22). Пользоваться предпочтительными значениями при назначении требований шероховатости целесообразнее, так как это соответствует международной практике, а также обеспечивает наиболее эффективное применение образцов сравнения.
При установлении требований к шероховатости поверхности из эксплуатационных соображений следует учитывать возможности обеспечения этих требований в процессе изготовления детали. Следует иметь в виду, что снижение высоты неровностей влечет за собой значительное увеличение стоимости обработки заготовок.
Для облегчения назначения числовых значений параметров шероховатости можно воспользоваться данными табл. 23 и прил. 12.
Назначить числовое значение высоты шероховатости для вала  , исходя из условия обеспечения нормальной относительной геометрической точности поверхности детали.
, исходя из условия обеспечения нормальной относительной геометрической точности поверхности детали.
Для нормальной относительной геометрической точности (допуск формы составляет 60 % от допуска на размер)  . Следовательно, допустимое значение среднего арифметического отклонения профиля
. Следовательно, допустимое значение среднего арифметического отклонения профиля  или 1,25 мкм. По табл. 22 принимаем ближайшее меньшее значение из предпочтительного ряда
или 1,25 мкм. По табл. 22 принимаем ближайшее меньшее значение из предпочтительного ряда  , которое и следует проставить на чертеже детали.
, которое и следует проставить на чертеже детали.
Нормирование точности формы, расположения и шероховатости поверхностей типовых деталей
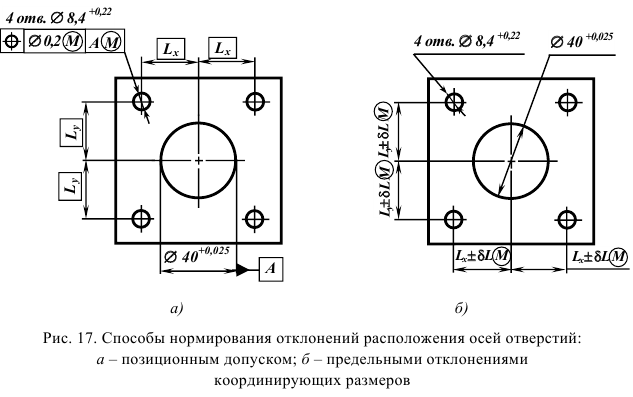
Нормирование точности расположения осей отверстии под крепежные детали
Согласно ГОСТ 14140, допуски расположения осей отверстии (гладких и резьбовых) под крепежные детали, например, болты, винты, штифты, шпильки и т.п., можно устанавливать двумя способами:
позиционным допуском  в диаметральном выражении (рис. 17, а); предельными отклонениями
в диаметральном выражении (рис. 17, а); предельными отклонениями  размеров
размеров  , координирующих оси отверстий (рис. 17, 6).
, координирующих оси отверстий (рис. 17, 6).
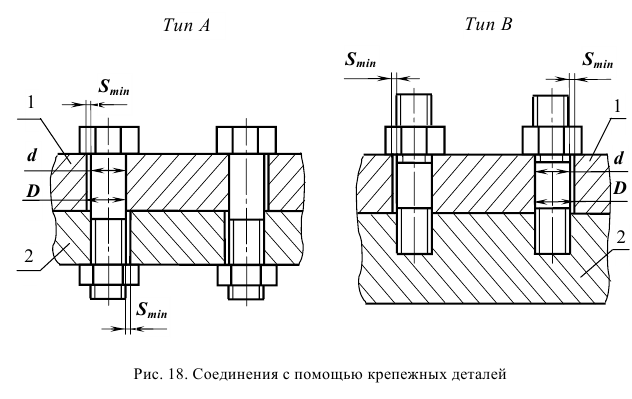
При нормировании отклонений расположения осей отверстий под крепеж различают соединения двух типов (рис. 18). При соединении типа  в деталях 1 и 2 имеются сквозные отверстия под проход крепежной детали с гарантированным диаметральным зазором
в деталях 1 и 2 имеются сквозные отверстия под проход крепежной детали с гарантированным диаметральным зазором  (болтовые соединения). К соединениям типа
(болтовые соединения). К соединениям типа  относят соединения детали 1 со сквозными отверстиями под проход крепежной детали с зазором и детали 2 с резьбовыми отверстиями (винтовые или шпилечные соединения) или с гладкими отверстиями (под штифты), обеспечивающими натяг.
относят соединения детали 1 со сквозными отверстиями под проход крепежной детали с зазором и детали 2 с резьбовыми отверстиями (винтовые или шпилечные соединения) или с гладкими отверстиями (под штифты), обеспечивающими натяг.
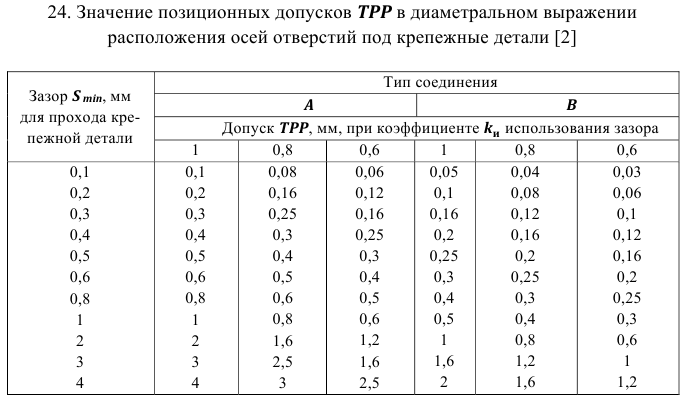
При одинаковых позиционных допусках для обеих сопрягаемых деталей допуск расположения осей отверстий под крепеж для соединения типа
для соединения типа

где — позиционный допуск, мм; — наименьший зазор в соединении, мм;  — коэффициент использования зазора для компенсации отклонения расположения ( = 1 или = 0,8 для соединений, не требующих регулирования взаимного расположения деталей ( = 0,8 принимают при использовании винтов с утопленными или потайными коническими головками); = 0,8 или = 0,6 — для соединений, в которых необходимо регулирование взаимного положения деталей при сборке ( = 0,6 принимают для винтов с утопленными головками)).
— коэффициент использования зазора для компенсации отклонения расположения ( = 1 или = 0,8 для соединений, не требующих регулирования взаимного расположения деталей ( = 0,8 принимают при использовании винтов с утопленными или потайными коническими головками); = 0,8 или = 0,6 — для соединений, в которых необходимо регулирование взаимного положения деталей при сборке ( = 0,6 принимают для винтов с утопленными головками)).
Диаметры сквозных отверстий под болты, винты, шпильки и соответствующие им наименьшие гарантированные зазоры приведены в прил. 13, позиционные допуски осей отверстий под крепежные детали — в табл. 24.
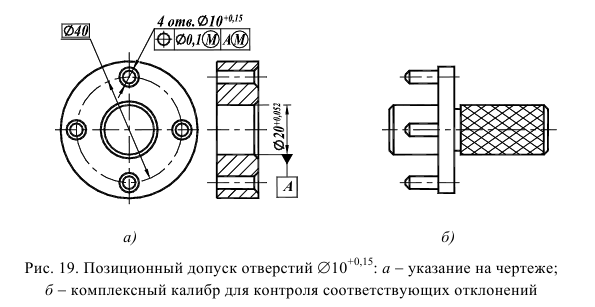
Назначение позиционных допусков предпочтительно по сравнению с нормированием предельных отклонений размеров. Позиционные допуски более технологичны, так как допускают более широкие поля допусков размеров, а также облегчают расчет и применение кондукторов и комплексных проходных калибров (рис. 19, а).
Линейные размеры, определяющие номинальное расположение осей отверстий под крепеж, ограничиваемое позиционным допуском, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (см. рис. 17, а). Это сделано для того, чтобы к ним при изготовлении не применяли требования по точности, как к размерам с общими допусками.
Нормирование отклонений расположения осей отверстий под крепеж предельными отклонениями координирующих размеров рекомендуется применять в следующих случаях [8]:
- для размеров, координирующих группу отверстий в целом относительно других элементов деталей (в том случае, когда применение комплексных калибров затруднительно);
- при числе отверстий в одной группе меньше трех;
- при механической обработке отверстий по разметке или на координатно-расточных станках;
- при измерении расположения осей отверстий универсальными средствами.
Если по конструктивным условиям необходимо ограничение точности расположения осей отверстий предельными отклонениями, то сначала определяют значение позиционного допуска в диаметральном выражении, а затем рассчитывают предельные отклонения размеров , координирующих оси отверстий по зависимостям, приведенным в прил. 14.
Позиционные допуски и предельные отклонения координирующих размеров для сквозных отверстий (соединения типа ), как правило, назначают зависимыми. Зависимыми назначают также допуски расположения осей резьбовых отверстий в соединениях типа под малонагруженные винты. В этом случае значение зависимого допуска связано с действительным отклонением среднего диаметра резьбового отверстия от предела максимума материала. В соединениях типа допуски расположения осей резьбовых отверстий под шпильки или тяжелонагруженные винты, а также осей гладких отверстий под штифты, соединяемые по посадке с натягом или переходной, рекомендуется назначать независимыми.
Контроль зависимых позиционных отклонений осуществляется, как правило, комплексными калибрами. Небольшие детали можно контролировать на проекторах, сличая изображение детали с чертежом, на котором в соответствующем масштабе нанесены предельные контуры контролируемых поверхностей с учетом позиционных допусков. Независимые позиционные допуски косвенно можно определить на координатно-измерительных машинах или универсальных микроскопах с последующим пересчетом измеренных координат осей отверстий с помощью ЭВМ, либо путем построения по измеренным координатам диаграммы и оценки ее с помощью прозрачного шаблона.
Возможно эта страница вам будет полезна:
Допуски расположения осей основных отверстии корпусных деталей
Расположение осей основных отверстий рассмотрим на примере корпусов редукторов и коробок скоростей с цилиндрическими зубчатыми передачами (ЗП). Основные отверстия в этих корпусах предназначены для базирования валов. В ГОСТ 1643 отклонения взаимного расположения осей отверстий корпусов под опоры валов цилиндрической ЗП не нормированы. Регламентированы погрешности расположения осей собранной передачи по нормам контакта зубьев — допуском на параллельность осей  ; допуском на перекос осей
; допуском на перекос осей  и по нормам бокового зазора — предельным отклонением межосевого расстояния
и по нормам бокового зазора — предельным отклонением межосевого расстояния  , где
, где  — гарантированный боковой зазор.
— гарантированный боковой зазор.
При проектировании ЗП допуски на расстояние между осями отверстий  , перекос
, перекос  и параллельность
и параллельность  осей отверстий корпуса устанавливают с учетом допусков на погрешность расположения рабочих осей зубчатых колес (ЗК)
осей отверстий корпуса устанавливают с учетом допусков на погрешность расположения рабочих осей зубчатых колес (ЗК)  в соответствии с ГОСТ 1643, возможных эксцентриситетов опор и посадочных поверхностей валов под ЗК и конкретных конструктивных параметров ЗП на основании расчета размерных цепей. Отклонение межосевого расстояния
в соответствии с ГОСТ 1643, возможных эксцентриситетов опор и посадочных поверхностей валов под ЗК и конкретных конструктивных параметров ЗП на основании расчета размерных цепей. Отклонение межосевого расстояния  , перекос
, перекос  , и отклонение от параллельности
, и отклонение от параллельности  осей в ЗП являются замыкающими звеньями соответствующих размерных цепей.
осей в ЗП являются замыкающими звеньями соответствующих размерных цепей.
При проектировании ЗП для изделия* с несимметричным расположением опор валов относительно средней плоскости передачи допуски на расположение отверстий в корпусе можно назначить, используя условия [6] (рис. 20): для отклонения расстояния между осями отверстий

где знак плюс используется когда  ;
;
для перекоса осей
для отклонения от параллельности осей
где  и
и  — отклонения межосевого расстояния отверстий в корпусе изделия по его сторонам, левой и правой соответственно, мм;
— отклонения межосевого расстояния отверстий в корпусе изделия по его сторонам, левой и правой соответственно, мм;  и
и  — соответственно отклонение от параллельности и перекос осей отверстий в корпусе, мм;
— соответственно отклонение от параллельности и перекос осей отверстий в корпусе, мм;
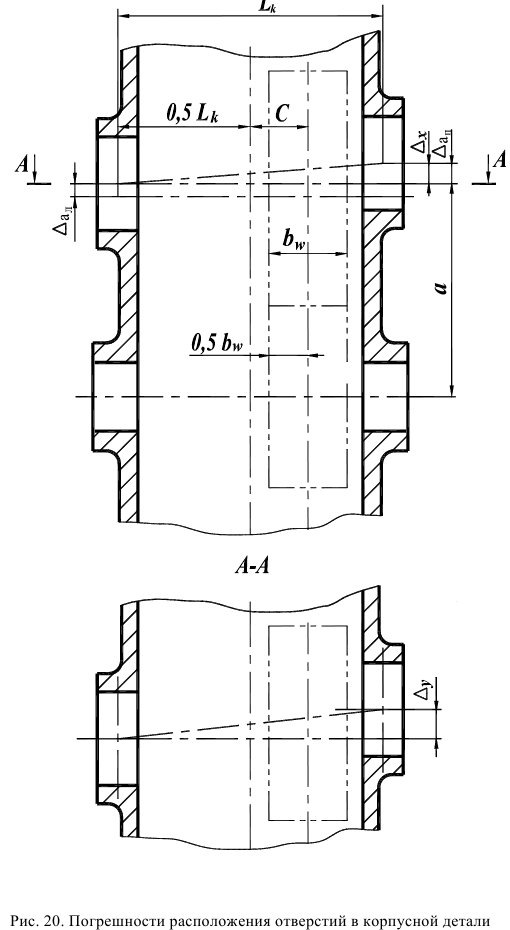
 — расстояние между средними плоскостями отверстий в корпусе, мм;
— расстояние между средними плоскостями отверстий в корпусе, мм;  — расстояние между средней плоскостью передачи и средней плоскостью корпуса, мм;
— расстояние между средней плоскостью передачи и средней плоскостью корпуса, мм;  — ширина зубчатого венца, мм;
— ширина зубчатого венца, мм;  — суммарный эксцентриситет опор (например, смещение осей отверстий в корпусе и посадочной поверхности подшипника, радиальное биение подшипника и др.), мм;
— суммарный эксцентриситет опор (например, смещение осей отверстий в корпусе и посадочной поверхности подшипника, радиальное биение подшипника и др.), мм;
где  и
и  — эксцентриситет, соответственно, левых и правых опор валов, мм.
— эксцентриситет, соответственно, левых и правых опор валов, мм.
Для укрупненных расчетов допуски  и
и  можно принять [8]:
можно принять [8]:

При установке на валу нескольких зубчатых колес различных степеней точности допуски  и назначают по колесам наиболее высокой точности. При многоопорных валах принимают меньшее расстояние
и назначают по колесам наиболее высокой точности. При многоопорных валах принимают меньшее расстояние  между соседними отверстиями корпуса.
между соседними отверстиями корпуса.
Задача №9
Назначить основные требования к точности формы, взаимного расположения и шероховатости поверхностей отверстий под опоры валов в корпусе редуктора с цилиндрическими ЗК (рис. 21) . Передача цилиндрическая с прямыми зубьями и точностью 8-7-7-В ГОСТ 1643. Межосевое расстояние  при ширине зубчатого венца
при ширине зубчатого венца  (модуль
(модуль  ) и при расстоянии между средними плоскостями опорных поверхностей
) и при расстоянии между средними плоскостями опорных поверхностей  . В качестве опор использованы радиальные подшипники 205 и 206 нулевого класса точности, установленные в отверстия корпуса по посадкам
. В качестве опор использованы радиальные подшипники 205 и 206 нулевого класса точности, установленные в отверстия корпуса по посадкам  и
и  . Осевое положение подшипников фиксируется крышками прижимными, которые крепятся к корпусу винтами
. Осевое положение подшипников фиксируется крышками прижимными, которые крепятся к корпусу винтами  .
.
Решение:
Для межосевого расстояния и вида сопряжения  по ГОСТ 1643 [2, 8] находим отклонения межосевого расстояния
по ГОСТ 1643 [2, 8] находим отклонения межосевого расстояния  . Предельные отклонения межосевого расстояния отверстий корпуса
. Предельные отклонения межосевого расстояния отверстий корпуса  . Полученное значение округляем до ближайшего меньшего стандартного и на эскизе корпуса указываем номинальное значение межосевого расстояния и его предельные отклонения 170 ± 0,06 мм (см. рис. 21).
. Полученное значение округляем до ближайшего меньшего стандартного и на эскизе корпуса указываем номинальное значение межосевого расстояния и его предельные отклонения 170 ± 0,06 мм (см. рис. 21).
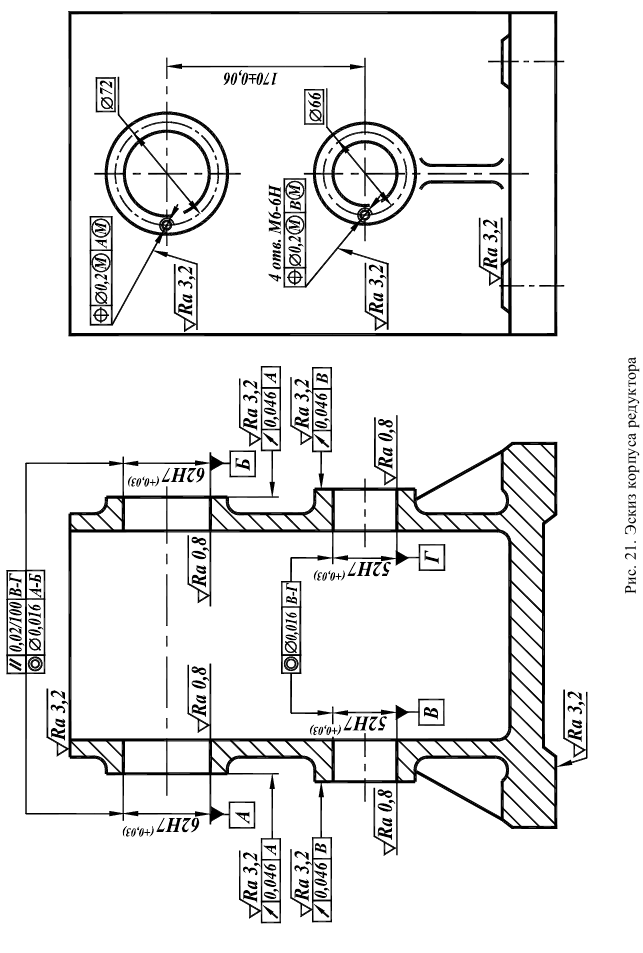
По ГОСТ 1643 для зубчатой передачи 7-й степени точности по нормам контакта зубьев допуски параллельности и перекоса осей соответственно равны  и
и  . Тогда допуски параллельности и перекоса осей отверстий в корпусе
. Тогда допуски параллельности и перекоса осей отверстий в корпусе

При перерасчете на 100 мм допуск параллельности будет равен
На эскизе корпуса указываем скорректированный по табл. П 10.1 (прил. 10) допуск параллельности общих осей отверстий  и
и  -0,02 мм.
-0,02 мм.
Аналогично в технических требованиях указываем скорректированный допуск перекоса общих осей отверстий и — 0,012 мм на длине 100 мм*.
По табл. 16 находим допуск соосности отверстий из условия допустимого взаимного перекоса колец подшипников 0-го класса точности.  (в диаметральном выражении).
(в диаметральном выражении).
Допуски формы посадочных поверхностей отверстий под подшипники находим по табл. 17. Для подшипников нулевого класса точности и интервала размеров от 50 до 80 мм допуск непостоянства диаметров отверстий А, Б, В и Г в поперечном и продольном сечениях будет равен 15 мкм.
Торцовое биение плоскостей под прижимные крышки относительно общей оси отверстий под подшипники находим по табл. 15. Для подшипника нулевого класса точности допуск торцового биения равен 46 мкм.
По табл. 24, используя прил. 13, находим позиционный допуск осей отверстий под винты для крепления прижимных крышек. Для резьбовых отверстий  позиционный зависимый допуск в диаметральном выражении равен 0,2 мм. Допуск зависит от действительных размеров среднего диаметра резьбы и диаметра отверстия
позиционный зависимый допуск в диаметральном выражении равен 0,2 мм. Допуск зависит от действительных размеров среднего диаметра резьбы и диаметра отверстия  .
.
Шероховатость посадочных поверхностей корпуса редуктора под подшипники ограничиваем  = 0,8 мкм (см. табл. 18), торцовых поверхностей под крышки — = 3,2 мкм (см. прил. 12). Шероховатость остальных поверхностей корпуса редуктора, обрабатываемых резанием, назначаем по в пределах от 3,2 до 6,3 мкм.
= 0,8 мкм (см. табл. 18), торцовых поверхностей под крышки — = 3,2 мкм (см. прил. 12). Шероховатость остальных поверхностей корпуса редуктора, обрабатываемых резанием, назначаем по в пределах от 3,2 до 6,3 мкм.
Технические требования к геометрической точности зубчатых колес
Точность зубчатого венца во многом зависит от точности посадочного отверстия ЗК или опорных шеек вал-шестерни и опорных торцов, которые используют в качестве технологических и измерительных баз при зубообработке и контроле. В некоторых случаях для выверки заготовки на зуборезном станке и для контроля размеров зуба, а у больших зубчатых колес и для контроля равномерности шага, используют наружную цилиндрическую поверхность зубчатого венца.
Поскольку отверстие ЗК или опорные шейки вал-шестерни являются не только технологическими, но и конструкторскими базами, то предъявляемые к ним технические требования должны учитывать служебное назначение изделия. Точностные требования к ЗК и ЗП, регламентированные ГОСТ 1643 «Передачи зубчатые цилиндрические. Допуски», учитывают эксплуатационные параметры передачи. Однако приведенные в этом стандарте нормы не ограничивают показатели точности базовых поверхностей. Взаимосвязь между точностью зубчатых венцов колес и их базовых поверхностей установлена в Рекомендациях ИСО DR 1328 «Точность цилиндрических зубчатых передач эволь-вентного зацепления с модулем от 1 до 25 мм». Так как нормы точности ГОСТ 1643 разработаны на основе стандартов ИСО, то указанные рекомендации можно использовать при назначении требований к геометрической точности базовых поверхностей ЗК (табл. 25).
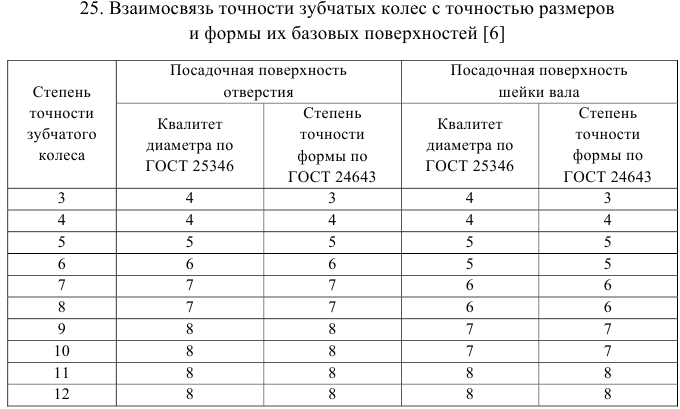
Биение базового торца заготовки относительно оси посадочного отверстия ЗК или опорной шейки вал-шестерни приводит к появлению при зубообработке таких погрешностей, как отклонение направления зуба у прямозубых ЗК или отклонение осевых шагов у косозубых ЗК, особенно с большим осевым перекрытием.
Так как отклонение направления зуба зависит не только от торцового биения заготовки, но и от других технологических причин, то практически допускают, что торцовое биение не должно превышать 50 % допуска на отклонение направления зуба.
Кроме того, учитывая, что допуск на отклонение направления зуба относится к ширине зубчатого венца, а допуск на торцовое биение — к делительному диаметру или к диаметру, близкому к нему, последний можно выразить следующими соотношениями [6]:
для прямозубых зубчатых колес
для косозубых зубчатых колес
где  — допуск на торцовое биение, мкм;
— допуск на торцовое биение, мкм;  — диаметр делительной окружности, мм;
— диаметр делительной окружности, мм;  — ширина зубчатого венца, мм;
— ширина зубчатого венца, мм;  — допуск на погрешность направления зуба по ГОСТ 1643, мкм;
— допуск на погрешность направления зуба по ГОСТ 1643, мкм;  — предельное отклонение осевых шагов, мкм;
— предельное отклонение осевых шагов, мкм;  — угол наклона зубьев, град.
— угол наклона зубьев, град.
Допуски на торцовое биение базового торца заготовки , рассчитанные из условия, что диаметр колеса равен 100 мм, приведены в табл. 26.
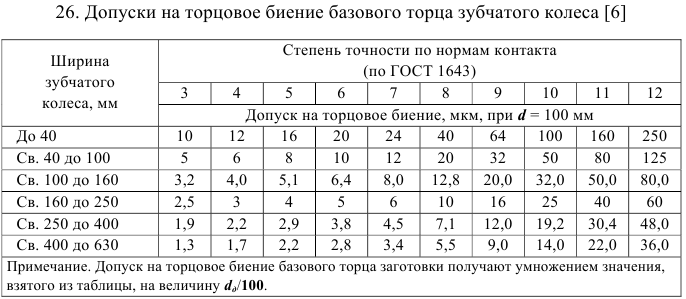
В зависимости от построения технологического процесса нарезания зубьев ЗК и принятой методики контроля параметров точности возможны следующие варианты использования наружной цилиндрической поверхности заготовки [6]:
1) наружную цилиндрическую поверхность используют в качестве технологической базы для выверки положения заготовки при ее установке на зубообрабатывающем станке; в этом случае должно быть ограничено радиальное биение этой поверхности  относительно оси посадочного отверстия ЗК или опорной поверхности вал-шестерни, используемых в изделии в качестве конструкторских баз;
относительно оси посадочного отверстия ЗК или опорной поверхности вал-шестерни, используемых в изделии в качестве конструкторских баз;
2) наружную цилиндрическую поверхность заготовки используют в качестве измерительной базы для контроля размеров зубьев ЗК (измерение тангенциальным зубомером или штангензубомером смещения исходного контура или толщины зубьев) или для контроля равномерности шага; для этого должны быть ограничены предельные отклонения диаметра наружной цилиндрической поверхности зубьев зубчатого колеса  , а также радиальное биение наружной поверхности относительно баз, указанных в п. 1;
, а также радиальное биение наружной поверхности относительно баз, указанных в п. 1;
3) наружную цилиндрическую поверхность заготовки используют для контроля смещения исходного контура или толщины зубьев, но при этом учитывают действительный диаметр наружной цилиндрической поверхности зубчатого венца. При этом устанавливают допуск на радиальное биение наружной поверхности (базы те же, что и в п. 1), а диаметр выполняют как свободный размер;
4) наружную цилиндрическую поверхность заготовки не используют в качестве базовой поверхности при зубообработке и контроле. Тогда диаметр этой поверхности можно считать свободным размером.
В первом варианте допускаемая величина радиального биения поверхности зубчатого венца должна составлять часть допуска на радиальное биение зубчатого венца  и может быть подсчитана следующим образом:
и может быть подсчитана следующим образом:
Для второго и третьего вариантов предельная величина радиального биения наружной цилиндрической поверхности должна составлять часть допуска на смещение исходного контура  :
:
Учитывая, что в ГОСТ 1643 допуск на смещение исходного контура находится в зависимости от радиального биения зубчатого венца и вида сопряжения, — для сопряжений  и
и 

для сопряжений
В зависимостях (58) — (61)  измеряются в мкм. Для четвертого варианта допуск на радиальное биение наружной поверхности зубчатого венца принимают в пределах
измеряются в мкм. Для четвертого варианта допуск на радиальное биение наружной поверхности зубчатого венца принимают в пределах
где  — модуль зубьев, мм.
— модуль зубьев, мм.
В случае контроля размеров зубьев ЗК с использованием в качестве базы наружной поверхности зуба, без учета действительного диаметра (вариант 2), допуски на отклонение наружного диаметра заготовки  не должны чрезмерно сокращать допуски на смещение исходного контура. Рекомендуется следующее соотношение:
не должны чрезмерно сокращать допуски на смещение исходного контура. Рекомендуется следующее соотношение:
Назначить основные требования к точности размеров, формы, взаимного расположения поверхностей и их шероховатости прямозубого цилиндрического ЗК с числом зубьев  и точностью 8-7-7-В ГОСТ 1643. Наружную поверхность зубьев ЗК используют для контроля накладными приборами.
и точностью 8-7-7-В ГОСТ 1643. Наружную поверхность зубьев ЗК используют для контроля накладными приборами.
Чертеж ЗК выполняют в соответствии с требованиями ГОСТ 2.404. В правом верхнем углу чертежа располагают таблицу, в которой указывают сведения о зубчатом колесе. Предполагая, что заказчиком не установлены контролируемые параметры, в таблице их не указывают, а в технических требованиях делают запись «Данные для контроля по нормам точности — по ГОСТ 1643» (рис. 22).
Технологическими и конструкторскими базами ЗК являются отверстие  30 со шпоночным пазом и торец Б. Наиболее высокая степень точности (7-я) назначена по нормам плавности и контакта зубьев. Исходя из этого, по табл. 25 и на основании выбранной посадки назначаем поле допуска размера на отверстие —
30 со шпоночным пазом и торец Б. Наиболее высокая степень точности (7-я) назначена по нормам плавности и контакта зубьев. Исходя из этого, по табл. 25 и на основании выбранной посадки назначаем поле допуска размера на отверстие —  .
.
Допуски формы поверхности отверстия в диаметральном выражении по 7-й степени точности (см. табл. 25) примерно равны допуску диаметра отверстия по 7-му квалитету. Предполагая, что отклонения формы находятся в пределах поля допуска на размер (диаметр), на чертеже допуски формы не указываем.
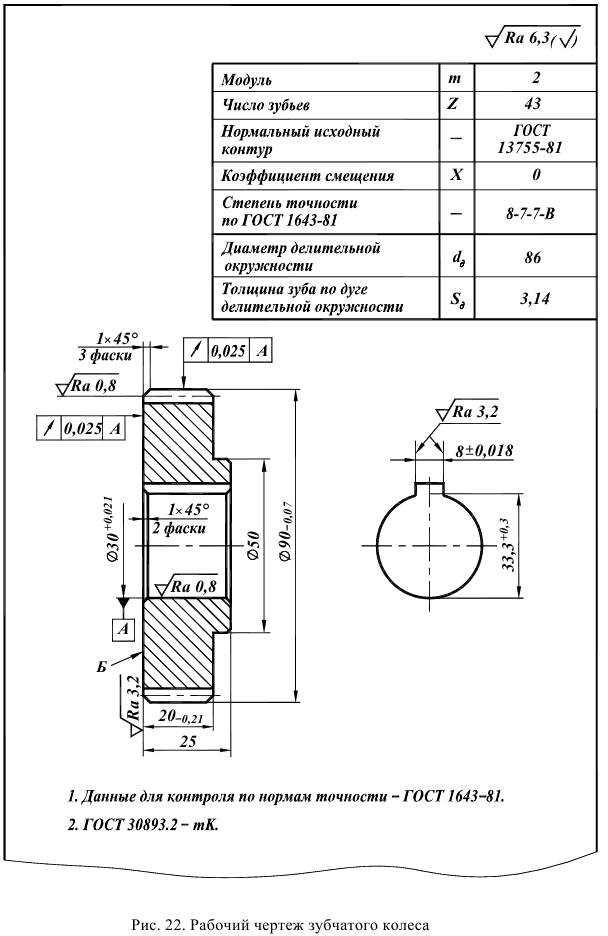
Биение базового торца при диаметре делительной окружности 86 мм и ширине зубчатого венца 20 мм для 7-й степени точности по нормам плавности находим по табл. 26:

Полученную величину округляем до ближайшего меньшего значения из базового ряда по табл. 20.
Таким образом, допуск на биение базового торца относительно оси отверстия равен 0,02 мм.
Так как наружная цилиндрическая поверхность ЗК используется в качестве измерительной базы при контроле накладными приборами, необходимо ограничить предельными отклонениями диаметр зубчатого венца и радиальное биение этой поверхности . По нормам кинематической точности 8 и виду сопряжения  по ГОСТ 1643 [2, 8] находим допуск на смещение исходного контура ЗК
по ГОСТ 1643 [2, 8] находим допуск на смещение исходного контура ЗК  . Тогда предельное отклонение диаметра поверхности вершин зубьев
. Тогда предельное отклонение диаметра поверхности вершин зубьев  , радиальное биение —
, радиальное биение —  . Расчетные значения округляем в меньшую сторону до стандартных значений в соответствии с ГОСТ 25347 [2,8] и ГОСТ 24643 (см. табл. П 10.2 прил. 10). В итоге
. Расчетные значения округляем в меньшую сторону до стандартных значений в соответствии с ГОСТ 25347 [2,8] и ГОСТ 24643 (см. табл. П 10.2 прил. 10). В итоге  (9 квалитет) и
(9 квалитет) и  , что соответствует 7-й степени точности.
, что соответствует 7-й степени точности.
Допуски на шпоночный паз устанавливаем в соответствии с ГОСТ 23360 [2, 8] и рекомендациями [8] (см. раздел 4) (см. рис. 22).
Допуски линейных размеров, формы и расположения остальных элементов назначаем по классам точности  и
и  в соответствии с ГОСТ 30893 и оговариваем в технических требованиях общей записью.
в соответствии с ГОСТ 30893 и оговариваем в технических требованиях общей записью.
Шероховатость поверхностей зубьев регламентирована  (см. прил. 12 для 7-й степени точности по нормам плавности). Шероховатость базовых поверхностей ЗК назначаем по
(см. прил. 12 для 7-й степени точности по нормам плавности). Шероховатость базовых поверхностей ЗК назначаем по  в пределах от 0,8 до 3,2 мкм (см. табл. 23, прил. 12), остальных поверхностей — по = 6,3 мкм.
в пределах от 0,8 до 3,2 мкм (см. табл. 23, прил. 12), остальных поверхностей — по = 6,3 мкм.
Выполнение рабочего чертежа детали
В задаче выполняют рабочий чертеж детали изделия, служебное назначение которого рассмотрено при выполнении задания по подразделу 2.1. Исходя из служебного назначения изделия в целом и указанной в задании детали в частности, назначают требования к точности геометрических параметров этой детали и проставляют их на выполненном чертеже.
Правила указания на чертежах допусков формы, расположения и шероховатости поверхности регламентированы ГОСТ 2.308 «ЕСКД. Указание на чертежах допусков формы и расположения поверхностей» и ГОСТ 2.309 «ЕСКД. Обозначение шероховатости поверхностей».
Чертеж детали выполняют в зависимости от сложности конструкции на формате  или
или  в соответствии со стандартами ЕСКД. Номинальные размера детали определяют по чертежу изделия с учетом соответствующего масштаба. Полученные измерением линейкой размеры округляют до стандартных (ГОСТ 6636) из рядов нормальных линейных размеров
в соответствии со стандартами ЕСКД. Номинальные размера детали определяют по чертежу изделия с учетом соответствующего масштаба. Полученные измерением линейкой размеры округляют до стандартных (ГОСТ 6636) из рядов нормальных линейных размеров  и
и  (табл. 27), отдавая предпочтение рядам
(табл. 27), отдавая предпочтение рядам  и
и  , если это допускает конструкция изделия.
, если это допускает конструкция изделия.
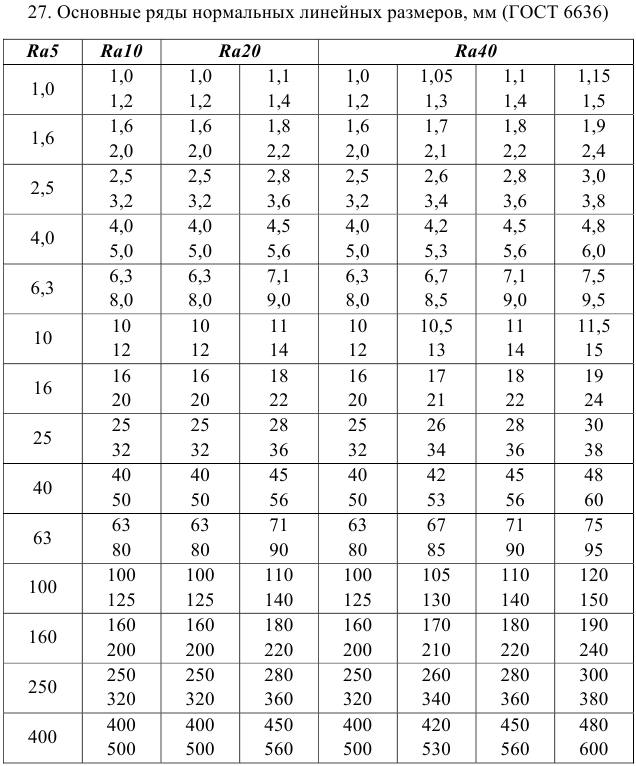
Задача №11
Необходимо выполнить чертеж стакана и назначить требования по точности линейных размеров, расположения, формы и шероховатости его поверхностей.
Решение:
Стакан (рис. 23) является типовой деталью и служит для размещения двух подшипников качения нулевого класса точности № 304.
- Назначаем требования к точности линейных размеров стаканов.
Так как в отверстие стакана устанавливают подшипник качения, то поле допуска отверстия выбирают в соответствии с посадками подшипников. Наружные кольца подшипников установлены по посадке  , следовательно, поле допуска отверстия по ГОСТ 25347 [4] —
, следовательно, поле допуска отверстия по ГОСТ 25347 [4] —  .
.
При установке в корпус регулируемого в осевом направлении стакана рекомендуется использовать посадку  . Следовательно, поле допуска наружной посадочной поверхности стакана —
. Следовательно, поле допуска наружной посадочной поверхности стакана —  .
.
Предельные отклонения диаметров сквозных отверстий под крепеж рекомендуется назначить по  . В случае обработки отверстий по кондукторам рекомендуется использовать поле допуска
. В случае обработки отверстий по кондукторам рекомендуется использовать поле допуска  . Следовательно, поле допуска
. Следовательно, поле допуска  .
.
- Назначаем требования к точности взаимного расположения поверхностей стакана.
Отношение длины наружной цилиндрической поверхности стакана к ее диаметру больше 0,8. Поэтому основной двойной направляющей базой, определяющей радиальное и угловое положение стакана в корпусе, является наружная цилиндрическая поверхность  [3]. Торец фланца И является основной опорной базой и определяет лишь осевое положение стакана.
[3]. Торец фланца И является основной опорной базой и определяет лишь осевое положение стакана.
Отклонения от соосности наружной и внутренней поверхностей стакана и от перпендикулярности торца Ж относительно оси отверстия являются причиной смещения и перекоса колец подшипника и соответствующего перекоса вала. Следовательно эти отклонения должны быть ограничены. Отклонение от соосности цилиндрических поверхностей в диаметральном выражении рекомендуется принимать в пределах  [3], а отклонение от перпендикулярности торца Ж относительно оси отверстия
[3], а отклонение от перпендикулярности торца Ж относительно оси отверстия  косвенно устанавливает ГОСТ 3325.
косвенно устанавливает ГОСТ 3325.
Таким образом допуск соосности в диаметральном выражении отверстия стакана относительно оси поверхности  . Округляем полученное значение до 0,01 мм (см. табл. 20). Допуск торцового биения поверхности Ж относительно оси отверстия, являющийся суммарным допуском плоскостности поверхности Ж и ее перпендикулярности относительно оси отверстия,
. Округляем полученное значение до 0,01 мм (см. табл. 20). Допуск торцового биения поверхности Ж относительно оси отверстия, являющийся суммарным допуском плоскостности поверхности Ж и ее перпендикулярности относительно оси отверстия,  (см. табл. 15).
(см. табл. 15).
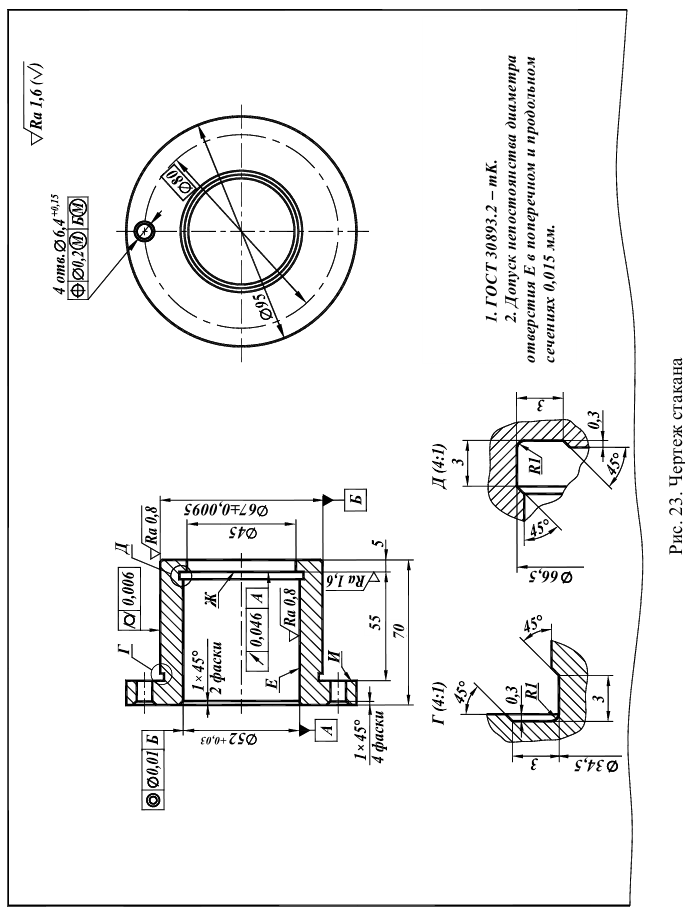
При средне- или крупносерийном производстве крепежные отверстия, как в стакане, так и в корпусе сверлят независимо друг от друга в приспособлениях или на станках с числовым программным управлением. В этом случае для обеспечения условия «собираемости» на чертежах стакана и корпуса задают позиционный допуск расположения крепежных отверстий. Числовое значение допуска в диаметральном выражении по табл. 24 равно 0,2 мм. Допуск зависит от действительных размеров отверстий под крепеж 06,4 01 ^ мм и наружной посадочной поверхности 067 ± 0,0095 мм.
- Назначаем требования к точности формы поверхностей стакана.
Отверстие стакана является посадочной поверхностью для подшипников
качения, следовательно, оно должно иметь правильную геометрическую форму. По табл. 17 в соответствии с ГОСТ 3325, для подшипников нулевого класса точности отклонения формы посадочного отверстия 052 мм ограничены допусками непостоянства диаметра в поперечном и продольном сечениях в пределах 0,015 мм.
Стаканы — детали не жесткие. Отклонения геометрической формы наружной поверхности стакана в совокупности с отклонениями формы отверстий корпусных деталей могут вызвать искажения геометрической формы посадочных отверстий стакана, поэтому на наружную поверхность стакана рекомендуется назначить допуск цилиндричности  [11]. Таким образом, допуск цилиндричности наружной поверхности стакана
[11]. Таким образом, допуск цилиндричности наружной поверхности стакана  . Округляем полученное значение согласно базовому ряду отклонений формы и расположения (см. табл. 20) до 0,006 мм.
. Округляем полученное значение согласно базовому ряду отклонений формы и расположения (см. табл. 20) до 0,006 мм.
Неуказанные на чертеже предельные отклонения линейных и угловых размеров, а также допуски формы и расположения назначаем по средним классам точности  и
и  в соответствии с ГОСТ 30893 и указываем на чертеже общей записью в технических требованиях «Общие допуски по ГОСТ 30893.2 —
в соответствии с ГОСТ 30893 и указываем на чертеже общей записью в технических требованиях «Общие допуски по ГОСТ 30893.2 —  ».
».
- Назначаем требования к шероховатости поверхностей стакана.
Шероховатость посадочных поверхностей под подшипники ограничиваем
 (см. табл. 18), наружной посадочной поверхности стакана —
(см. табл. 18), наружной посадочной поверхности стакана —  (см. прил. 12), остальных поверхностей — не более
(см. прил. 12), остальных поверхностей — не более  .
.
- Установленные требования к точности стакана проставляем на его чертеже (см. рис. 23).
Задача №12
Необходимо выполнить чертеж шлицевого вала  и назначить требования по точности линейных размеров, расположения, формы и шероховатости его поверхностей.
и назначить требования по точности линейных размеров, расположения, формы и шероховатости его поверхностей.
Решение:
Шлицевый вал предназначен для передачи вращательного движения. Основными базами вала, определяющими его положение в изделии, являются шейки вала  (рис. 24), на которых установлены радиальные однородные подшипники 207 нулевого класса точности
(рис. 24), на которых установлены радиальные однородные подшипники 207 нулевого класса точности  по посадке
по посадке  . Допустимый угол взаимного перекоса колец подшипника
. Допустимый угол взаимного перекоса колец подшипника  .
.
- Назначаем требования к точности линейных размеров вала.
Шлицевую поверхность вала, предположительно служащую для установки на ней подвижного блока шестерен, выполняем по условиям работы с центрированием по наружной поверхности прямобочных шлиц. Поле допуска наружного центрирующего диаметра —  (ГОСТ 25347). Поле допуска боковых поверхностей шлиц —
(ГОСТ 25347). Поле допуска боковых поверхностей шлиц —  .
.
Так как опорами вала являются шейки под подшипники качения, установленные по посадке  , поле допуска посадочных поверхностей шеек —
, поле допуска посадочных поверхностей шеек —  .
.
Для фиксации осевого положения устанавливаемых на вал деталей служит наружная крепежная резьба  . По ГОСТ 16093 поле допуска
. По ГОСТ 16093 поле допуска  рекомендуется для предпочтительного применения в метрических крепежных резьбах с зазором.
рекомендуется для предпочтительного применения в метрических крепежных резьбах с зазором.
- Назначаем требования к точности взаимного расположения поверхностей вала.
Подшипник сопрягается с шейкой вала по короткой цилиндрической поверхности с отношением ее длины  к диаметру
к диаметру  меньше 0,8. Из теории базирования известно, что при
меньше 0,8. Из теории базирования известно, что при  установочной базой является торцовая поверхность заплечика вала, а короткая цилиндрическая поверхность является центрирующей двойной опорной базой, определяющей соосность сопрягаемых деталей. Таким образом точность расположения торцовой поверхности вала определяет точность установки подшипника на вал и соответственно влияет на неконтролируемый перекос колец подшипника. Точность взаимного расположения торцовых и цилиндрических посадочных поверхностей вала под подшипник косвенно определяет торцовое биение заплечиков вала относительно общей оси шеек вала под подшипники. По табл. 15 допуск торцового биения заплечиков вала относительно общей оси шеек мм равен 25 мкм.
установочной базой является торцовая поверхность заплечика вала, а короткая цилиндрическая поверхность является центрирующей двойной опорной базой, определяющей соосность сопрягаемых деталей. Таким образом точность расположения торцовой поверхности вала определяет точность установки подшипника на вал и соответственно влияет на неконтролируемый перекос колец подшипника. Точность взаимного расположения торцовых и цилиндрических посадочных поверхностей вала под подшипник косвенно определяет торцовое биение заплечиков вала относительно общей оси шеек вала под подшипники. По табл. 15 допуск торцового биения заплечиков вала относительно общей оси шеек мм равен 25 мкм.
Для исключения перекоса колец подшипников, установленных на вал, согласно ГОСТ 3325, необходимо обеспечить соосность шеек вала под подшипники относительно их общей оси. Допуск соосности посадочных поверхностей вала под подшипники относительно их общей оси для радиальных однорядных шариковых подшипников шириной  с допустимым углом взаимного перекоса колец подшипника
с допустимым углом взаимного перекоса колец подшипника  равен
равен  (см. табл. 16). Округляем полученную величину согласно стандартным значениям отклонений формы и расположения (табл. 20) до 8 мкм.
(см. табл. 16). Округляем полученную величину согласно стандартным значениям отклонений формы и расположения (табл. 20) до 8 мкм.
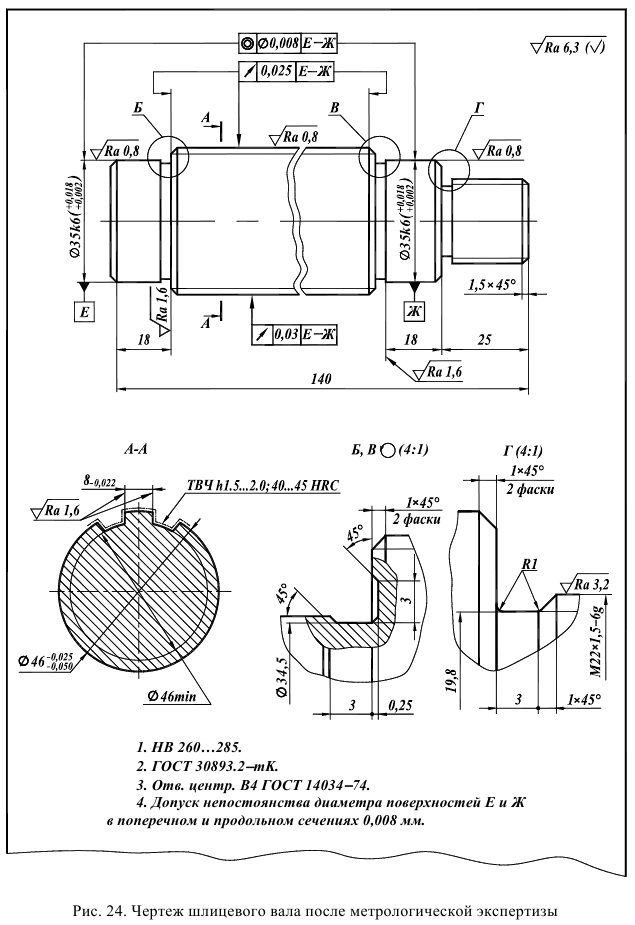
У шлицевой ступени вала центрирующей является наружная поверхность. Предполагая, что шлицевая поверхность используется для установки блока шестерен 7-й степени точности, назначаем по табл. П 11.4 (см. прил. 11) радиальное биение наружной поверхности шлицевого вала относительно общей оси шеек вала под подшипники в пределах 6-7 степени точности. Принимаем допуск радиального биения поверхности  по 7-й степени точности, равным 25 мкм (см. табл. П 10.2, прил. 10).
по 7-й степени точности, равным 25 мкм (см. табл. П 10.2, прил. 10).
- Назначаем требования к точности формы поверхностей вала.
По ГОСТ 3325 отклонения формы посадочных поверхностей для подшипников нулевого класса точности мм ограничиваем допуском непостоянства диаметра в поперечном и продольном сечениях 8 мкм (см. табл. 17).
Не указанные на чертеже предельные отклонения линейных и угловых размеров, а также допуски формы и расположения поверхностей вала назначаем по среднему классу точности (соответственно и ) в соответствии с ГОСТ 30893 и указываем на чертеже общей записью в технических требованиях «ГОСТ 30893.2 — ».
- Назначаем требования к шероховатости поверхностей вала.
Шероховатость посадочных поверхностей под подшипники ограничиваем
 (см. табл. 18), остальных поверхностей — не более
(см. табл. 18), остальных поверхностей — не более  .
.
- Установленные требования к точности вала проставляем на его чертеже (см. рис. 24).
Расчет зависимых допусков формы, расположения и координирующих размеров
Общие положения
Зависимый допуск — переменный допуск формы, расположения или координирующего размера, минимальное значение которого указывают на чертеже или в технических требованиях и который допускается превышать на величину, соответствующую отклонению действительного размера рассматриваемого и (или) базового элемента детали от предела максимума материала. Согласно ГОСТ 25346 предел максимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала  или наименьшему предельному размеру отверстия
или наименьшему предельному размеру отверстия  .
.
Зависимыми могут назначаться следующие допуски (ГОСТ Р 50056):
- допуски формы:
- допуск прямолинейности оси цилиндрической поверхности;
- допуск плоскостности поверхности симметрии плоских элементов;
- допуски расположения:
допуск перпендикулярности оси или плоскости симметрии относительно плоскости или оси;
допуск наклона оси или плоскости симметрии относительно плоскости или оси;
допуск соосности; допуск симметричности; допуск пересечения осей;
позиционный допуск оси или плоскости симметрии;
- допуски координирующих размеров:
допуск расстояния между плоскостью и осью или плоскостью симметрии элемента;
допуск расстояния между осями или плоскостями симметрии двух элементов.
Полное значение зависимого допуска
где  — минимальное значение зависимого допуска, указанное на чертеже, мм;
— минимальное значение зависимого допуска, указанное на чертеже, мм;  — допускаемое превышение минимального значения зависимого допуска, мм.
— допускаемое превышение минимального значения зависимого допуска, мм.
Зависимые допуски рекомендуется назначать, как правило, для тех элементов деталей, к которым предъявляются требования собираемости в соединениях с гарантированным зазором. Допуск рассчитывают, исходя из наименьшего зазора соединения, а допускаемое превышение минимального значения зависимого допуска определяют следующим образом:
для вала

для отверстия
где  и
и  — действительные размеры соответственно вала и отверстия, мм.
— действительные размеры соответственно вала и отверстия, мм.
Величина может изменяться от нуля до максимального значения. Если вал имеет действительный размер , а отверстие , то

Если вал имеет действительный размер  , а отверстие
, а отверстие  , то
, то
для вала

для отверстия

где  и
и  — допуск размера соответственно вала и отверстия, мм. В этом случае зависимый допуск имеет максимальное значение:
— допуск размера соответственно вала и отверстия, мм. В этом случае зависимый допуск имеет максимальное значение:
для вала

для отверстия

Если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов, то

где  и
и  — допускаемые превышения минимального значения зависимого допуска, зависящие от действительных размеров соответственно рассматриваемого и базового элементов детали.
— допускаемые превышения минимального значения зависимого допуска, зависящие от действительных размеров соответственно рассматриваемого и базового элементов детали.
Примерами применения зависимых допусков могут служить: позиционный допуск расположения сквозных отверстий под крепеж (рис. 19, а; 25, а); допуски соосности ступенчатых втулок и валов (рис. 25, 6; 25, «), собираемых с зазором; допуск симметричности расположения пазов, например, шпоночных (рис. 25, г); допуск перпендикулярности осей отверстий и торцовых поверхностей корпусных деталей под стаканы, заглушки, крышки.
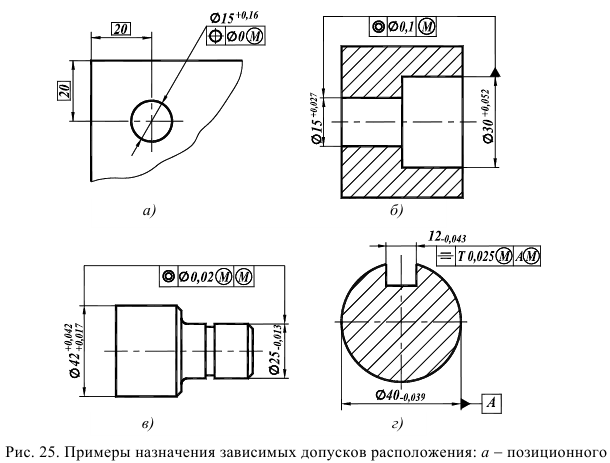
допуска отверстий под крепеж; б, в — соосности поверхностей ступенчатой втулки и вала; г — симметричности шпоночного паза относительно оси вала
Зависимые допуски расположения более экономичны и выгодны для производства, чем независимые, так как они расширяют величину допуска и позволяют использовать менее точные и трудоемкие способы изготовления деталей, а также снизить потери от брака. Контроль деталей с зависимыми допусками расположения осуществляют, как правило, с помощью комплексных проходных калибров (см. рис. 19).
Зависимый допуск формы или расположения обозначают на чертеже знаком  , который размещают согласно ГОСТ 2.308:
, который размещают согласно ГОСТ 2.308:
- после числового значения допуска (см. рис. 25, а), если зависимый допуск связан с действительными размерами рассматриваемого элемента;
- после буквенного обозначения базы или без буквенного обозначения в третьем поле рамки (см. рис. 25, б)9 если зависимый допуск связан с действительными размерами базового элемента;
- после числового значения допуска и буквенного обозначения базы (см. рис. 19, а; 25, г) или без буквенного обозначения (см. рис. 25, в), если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
В задаче рассчитывают значения зависимого допуска формы, расположения или координирующего размера и строят график изменения этого допуска в зависимости от действительного размера рассматриваемого или базового элемента, используя исходные данные (обозначение зависимых допусков формы, расположения или координирующего размера, их количественную характеристику) по варианту, указанному в задании.
Порядок решения задачи:
Задача №13
Задан зависимый позиционный допуск осей четырех отверстий  детали, показанной на рис. 26.
детали, показанной на рис. 26.
Решение:
Из условного обозначения видно, что позиционный допуск зависит от действительного размера рассматриваемого элемента, т. е. размера отверстия.
Минимальное значение позиционного допуска, указанное на чертеже  , соответствует пределу максимума материала отверстия, в данном случае
, соответствует пределу максимума материала отверстия, в данном случае  . Т.е. при
. Т.е. при 

Если отверстие будет иметь действительный размер

позиционный допуск может быть увеличен до значения

где

Промежуточные значения размера  и соответствующие им значения допуска
и соответствующие им значения допуска  приведены в табл. 28, а на рис. 27 показан график зависимости позиционного допуска от действительных размеров отверстий.
приведены в табл. 28, а на рис. 27 показан график зависимости позиционного допуска от действительных размеров отверстий.
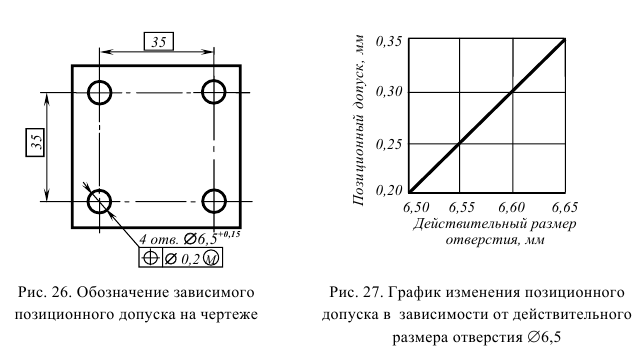
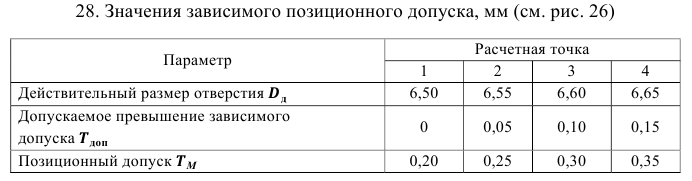
Задача №14
Задан зависимый допуск соосности отверстия  относительно наружной поверхности
относительно наружной поверхности  втулки, показанной на рис. 28.
втулки, показанной на рис. 28.
Решение:
Из условного обозначения видно, что допуск соосности зависит от действительного размера элемента, ось которого является базовой осью, т. е. поверхности .
Минимальное значение допуска соосности, указанное на чертеже  , соответствует пределу максимума материала наружной поверхности, в данном случае размеру
, соответствует пределу максимума материала наружной поверхности, в данном случае размеру  . Т.е. при
. Т.е. при


Если наружная поверхность будет иметь действительный размер  , допуск соосности можно увеличить:
, допуск соосности можно увеличить:

где

Промежуточные значения размера  и соответствующие им значения допуска приведены в табл. 29, а на рис. 29 показан график зависимости допуска соосности от действительного размера наружной поверхности втулки.
и соответствующие им значения допуска приведены в табл. 29, а на рис. 29 показан график зависимости допуска соосности от действительного размера наружной поверхности втулки.
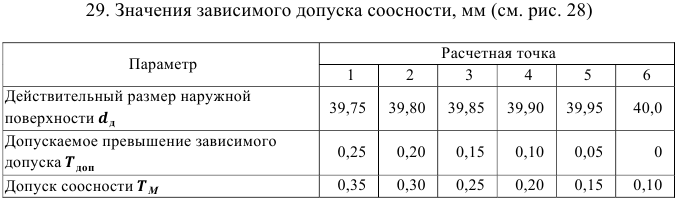
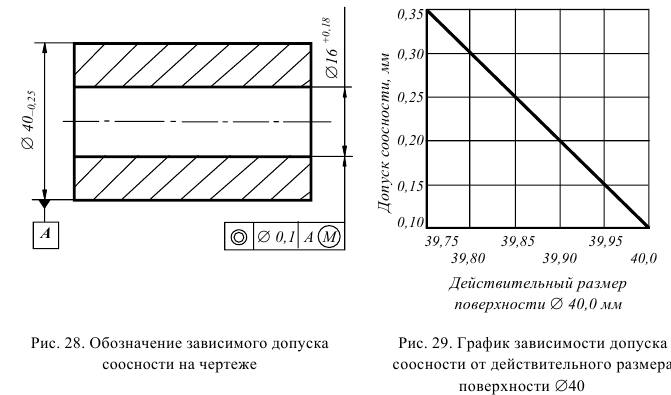
Задача №15
Задан зависимый допуск размера 40 мм от плоскости симметрии паза размером  до наружной поверхности детали, показанной на рис. 30.
до наружной поверхности детали, показанной на рис. 30.
Решение:
Допуск размера 40 (координирующего размера) зависит от действительного размера паза.
Минимальное значение допуска размера 40, указанное на чертеже  , соответствует пределу максимума материала паза, в данном случае размеру
, соответствует пределу максимума материала паза, в данном случае размеру  (
( — ширина паза). Т.е. при
— ширина паза). Т.е. при

Если паз будет иметь действительный размер

допуск размера 40 можно увеличить:

где

Промежуточные значения размера  и соответствующие им значения допуска приведены в табл. 30, а на рис. 31 показан график зависимости допуска размера 40 от действительного размера паза детали.
и соответствующие им значения допуска приведены в табл. 30, а на рис. 31 показан график зависимости допуска размера 40 от действительного размера паза детали.
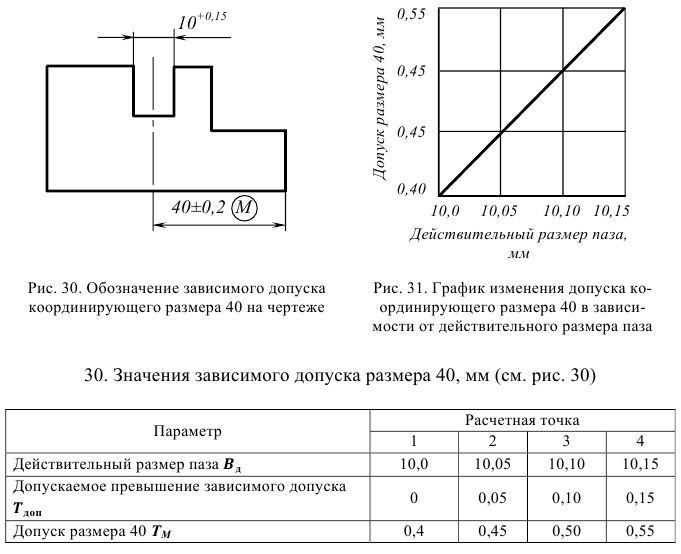
Возможно эта страница вам будет полезна:
Выбор посадок и нормирование точности деталей шпоночных соединений
Основные положения
Различают ненапряженные шпоночные соединения с призматическими и сегментными шпонками (рис. 32) и напряженные соединения с клиновыми и тангенциальными шпонками. Первые предназначены для передачи крутящего момента в соединении вала и втулки (зубчатого колеса, муфты, шкива и т.п. детали), вторые — для передачи крутящего момента и осевой силы.
Посадки в соединениях шпонки с пазом вала и пазом втулки по размеру  ( -ширина шпонки и паза) образуются в системе вала, что упрощает технологию изготовления шпонок, а в ряде случаев позволяет получать их отрезкой детали нужной длины от калиброванного прутка.
( -ширина шпонки и паза) образуются в системе вала, что упрощает технологию изготовления шпонок, а в ряде случаев позволяет получать их отрезкой детали нужной длины от калиброванного прутка.
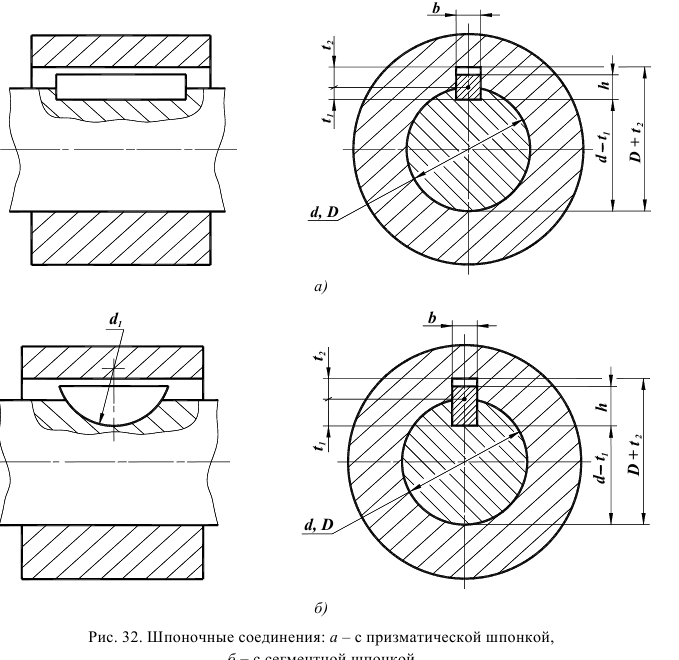
ГОСТ 23360 предусматривает три вида шпоночных соединений с призматическими шпонками: свободное, нормальное и плотное (рис. 33).
Свободное соединение обеспечивает получение посадок с гарантированным зазором и применяется, как правило, для обеспечения надежной работы соединений с направляющими шпонками. Для обеспечения неподвижности шпонки в пазу вала в большинстве случаев ее крепят винтами (ГОСТ 8790).
Нормальное соединение обеспечивает получение переходных посадок (с преимущественным натягом для шпонки и паза вала и с преимущественным зазором для шпонки и паза втулки) и применяется в серийном и массовом производствах общего машиностроения, автотракторостроения и других отраслей.
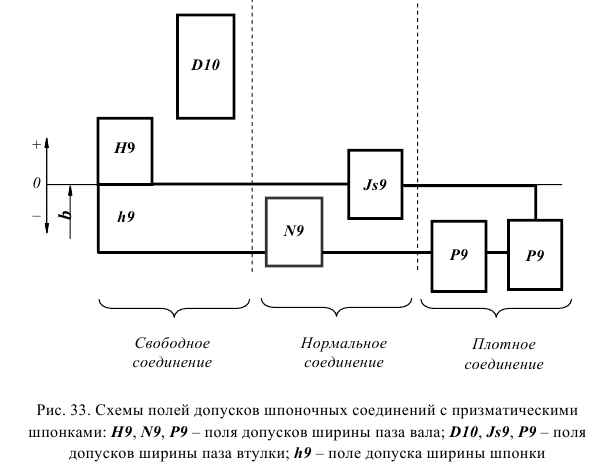
Плотное соединение обеспечивает получение одинаковых переходных посадок с преимущественным натягом в сопряжениях шпонки с обоими пазами. Сборку таких соединений осуществляют «под прессом», что требует специального конструктивного оформления вала, позволяющего легко совместить паз втулки со шпонкой, неподвижно установленной в пазу вала.
Плотное шпоночное соединение используют достаточно редко, в условиях единичного и мелкосерийного производств для обеспечения надежной работы соединений при ре-версных нагрузках.
ГОСТ 24071 предусматривает лишь нормальное и плотное соединения с сегментными шпонками, которые образуются сочетанием таких же полей допусков, как и в соединениях с призматическими шпонками (см. рис. 33).
Допуски остальных размеров шпонок и пазов валов и втулок оговариваются также ГОСТ 23360, ГОСТ 24071 и устанавливаются в соответствии с табл. 31. Вместо размеров  и
и  , определяющих глубину пазов вала и втулки, допускается проставлять на чертеже и контролировать размеры
, определяющих глубину пазов вала и втулки, допускается проставлять на чертеже и контролировать размеры  и
и  , предельные отклонения которых приведены в табл. 32.
, предельные отклонения которых приведены в табл. 32.
Допуски расположения шпоночных пазов, в соответствии с рекомендациями [8], назначают следующими: допуск симметричности шпоночного паза относительно оси вала или отверстия не более  , допуск параллельности плоскости симметрии паза относительно оси вала или отверстия не более
, допуск параллельности плоскости симметрии паза относительно оси вала или отверстия не более  , где
, где  — допуск на ширину шпоночного паза. Определенные таким образом допуски расположения округляют до стандартных значений соответствующих допусков (ГОСТ 24643, табл. П 10.1, П 10.2 (прил. 10)).
— допуск на ширину шпоночного паза. Определенные таким образом допуски расположения округляют до стандартных значений соответствующих допусков (ГОСТ 24643, табл. П 10.1, П 10.2 (прил. 10)).
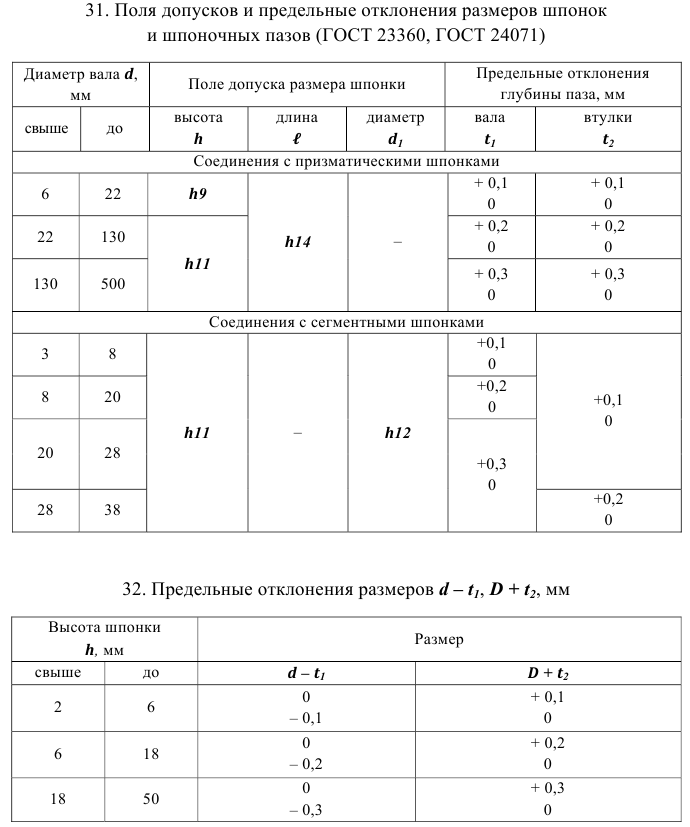
Для нормирования шероховатости поверхностей шпонки и шпоночных пазов можно использовать данные табл. 33.
В задаче назначают посадки и нормируют точность деталей шпоночного соединения, размеры которого соответствуют исходным данным (диаметр вала, конструкция и назначение шпонки) для варианта, указанного в задании.
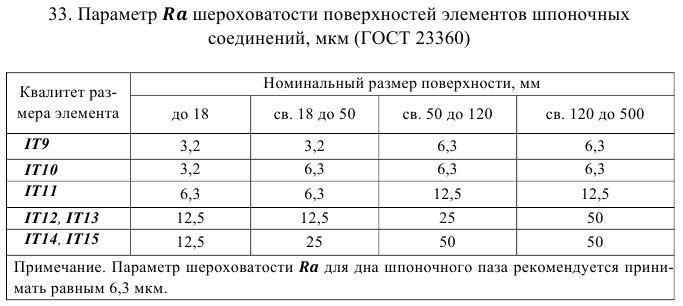
Порядок решения задачи:
Выбор посадок и нормирование точности деталей шлицевых соединений
Основные положения
Шлицевые соединения обеспечивают возможность передачи больших крутящих моментов и большую точность центрирования, чем шпоночные соединения. Среди шлицевых соединений (прямобочных, эвольвентных, треугольных) наиболее распространены прямобочные шлицевые соединения, как подвижные, так и неподвижные.
Выбор посадок по элементам шлицевых соединений зависит от характера соединения вала и втулки (зубчатого колеса, муфты, вилки и т.д.), требуемой точности и используемого способа центрирования.
В прямобочных шлицевых соединениях применяют три способа центрирования: по наружному диаметру  , внутреннему диаметру
, внутреннему диаметру  , боковым поверхностям зубьев (по размеру ) (рис. 34). Области применения, достоинства и недостатки этих способов приведены в табл. 34.
, боковым поверхностям зубьев (по размеру ) (рис. 34). Области применения, достоинства и недостатки этих способов приведены в табл. 34.
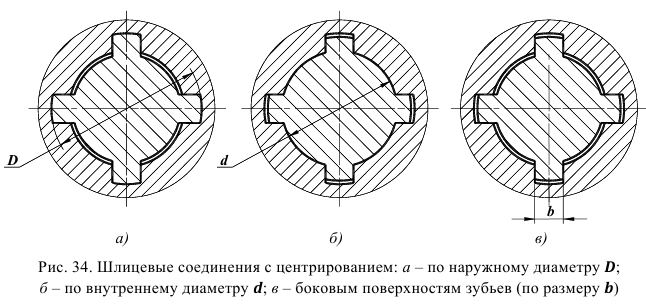
Посадки по элементам шлицевых соединений выбирают из числа установленных ГОСТ 1139 по табл. 35. Посадки по центрирующим диаметрам или предусмотрены в системе отверстия, по размеру — комбинированные: поле допуска ширины зуба вала — в системе отверстия, поле допуска ширины паза втулки — в системе вала. В неподвижных соединениях по центрирующему диаметру или назначают переходную посадку  или
или  . Шлицевое соединение с переходной посадкой по центрирующему диаметру является неподвижным из-за наличия погрешностей взаимного расположения элементов шлицевых деталей: отклонений от соосности цилиндрических поверхностей с диаметрами и ; отклонений от параллельности и симметричности боковых поверхностей зубьев осям центрирующих цилиндрических поверхностей; отклонений шага зубьев от номинального и некоторых других.
. Шлицевое соединение с переходной посадкой по центрирующему диаметру является неподвижным из-за наличия погрешностей взаимного расположения элементов шлицевых деталей: отклонений от соосности цилиндрических поверхностей с диаметрами и ; отклонений от параллельности и симметричности боковых поверхностей зубьев осям центрирующих цилиндрических поверхностей; отклонений шага зубьев от номинального и некоторых других.
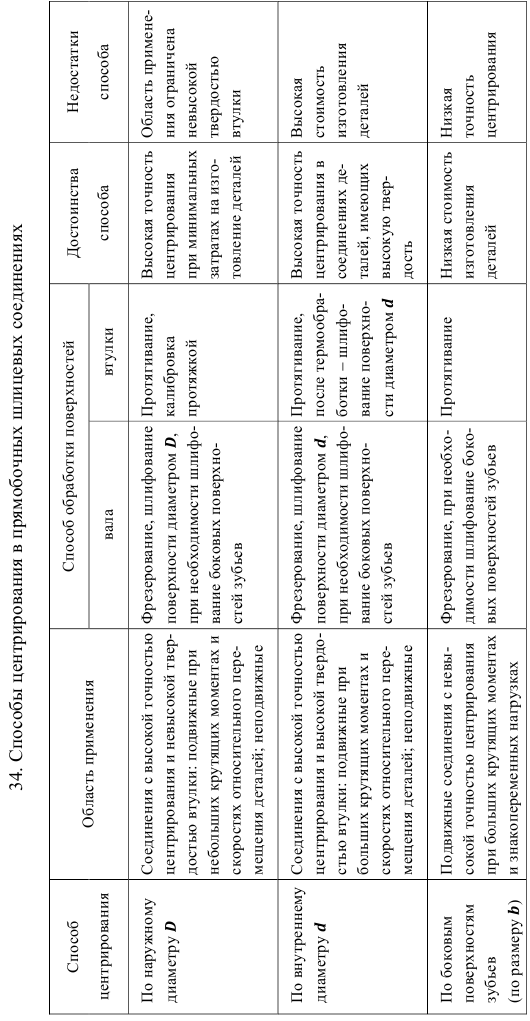
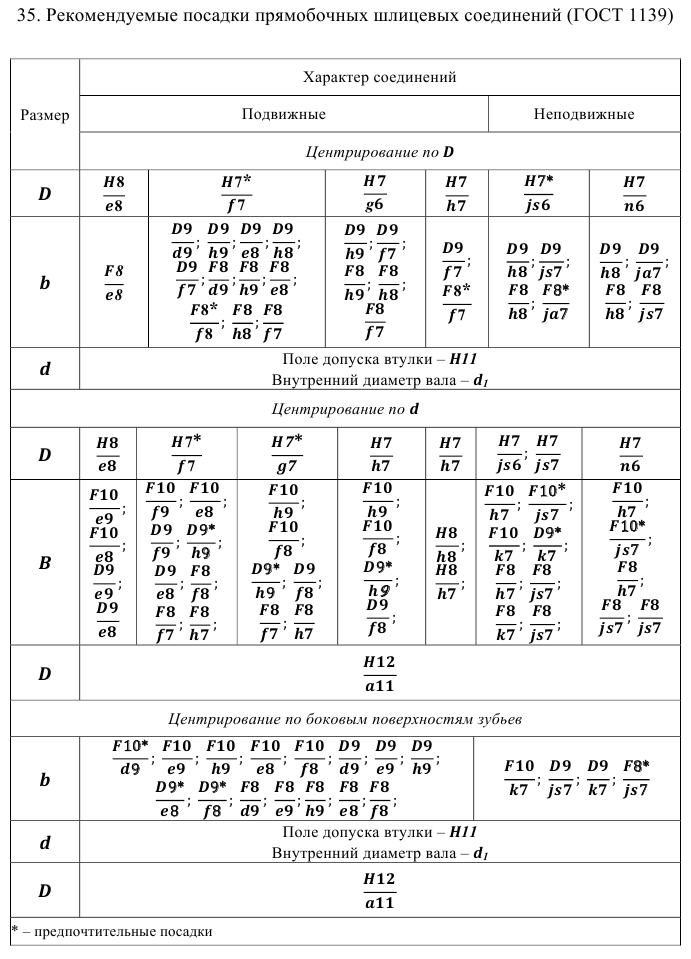
На чертежах и в технической документации шлицевые соединения условно обозначают записью, состоящей из латинских букв и цифр, указанных в такой последовательности: обозначение центрирующего элемента ( или , или ), число шлиц  , внутренний диаметр и посадка по (если внутренний диаметр не является центрирующим, вместо посадки указывают поле допуска втулки
, внутренний диаметр и посадка по (если внутренний диаметр не является центрирующим, вместо посадки указывают поле допуска втулки  ), наружный диаметр и посадка по , ширина зуба вала (паза втулки) и посадка по например:
), наружный диаметр и посадка по , ширина зуба вала (паза втулки) и посадка по например:
В задаче назначают посадки и нормируют точность деталей шлицевого соединения, размеры и условия эксплуатации которого соответствуют исходным данным (наружный диаметр вала, серия соединения, точность центрирования, наличие термообработки втулки) для варианта, указанного в задании.
Порядок решения задачи:
Построение схемы полей допусков резьбового соединения
Параметры метрической резьбы
Резьбовые соединения широко используют в конструкциях машин, механизмов, приборов разного назначения.
Среди большого разнообразия резьб (треугольных, трапецеидальных, прямоугольных, круглых) наибольшее распространение имеют метрические резьбы.
Основными параметрами метрической резьбы являются (рис. 35):
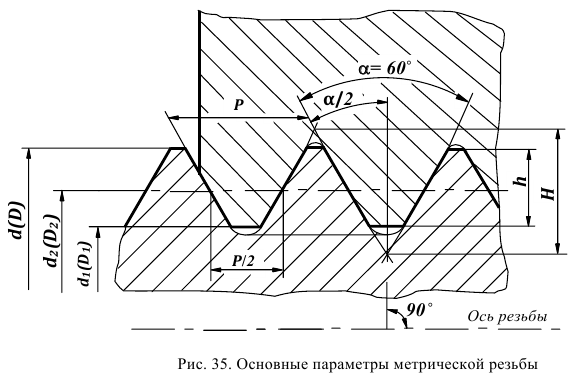
- шаг резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
 — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
— расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.Кроме перечисленных, резьбу характеризуют следующие параметры:
Для метрической резьбы форма впадины внутренней резьбы не регламентируется. Форма впадины наружной резьбы может выполняться как плоскосре-занной, так и закругленной. Форма впадины наружной резьбы влияет на циклическую прочность детали: при плоскосрезанной впадине резьбы циклическая прочность резьбовой детали меньше, при закругленной — больше.
При оговоренной закругленной впадине наружной резьбы радиус кривизны ни в одной из точек не должен быть менее  (рис. 36). Номинальный профиль впадины наружной резьбы имеет радиус
(рис. 36). Номинальный профиль впадины наружной резьбы имеет радиус  и ограничен диаметром
и ограничен диаметром  (табл. 36).
(табл. 36).
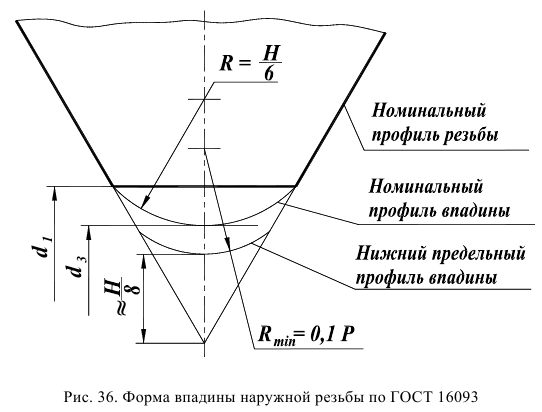
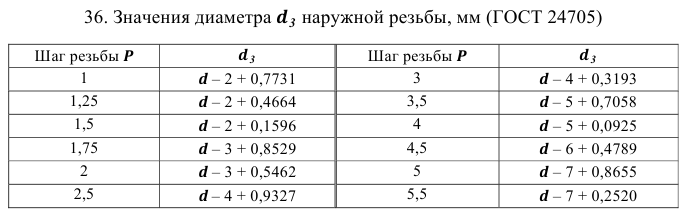
Нормирование точности метрических резьб
Внутренние и наружные резьбы общего назначения контактируют по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по  и
и  . В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают резьбовые соединения с зазором, натягом и переходные.
. В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают резьбовые соединения с зазором, натягом и переходные.
Допуски метрических резьб для диаметров 1…600 мм в соединениях с зазором регламентированы ГОСТ 16093.
Основные отклонения, определяющие положение полей допусков относительно номинального профиля (рис. 37), зависят от шага резьбы и приведены в [1,2,8].
Ограничительный отбор полей допусков резьбы с зазором, рекомендуемых ГОСТ 16093 к применению, приведен в табл. 37, а соответствующие предельные отклонения — в [1, 2, 8].
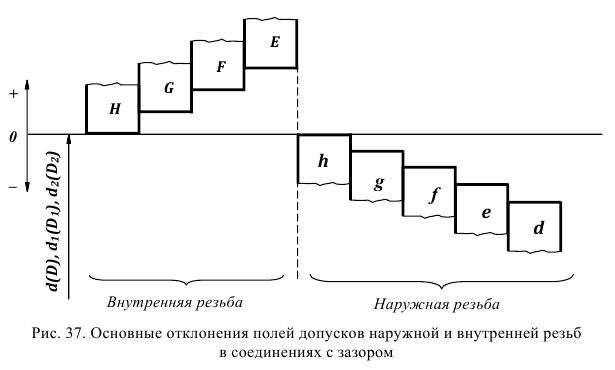
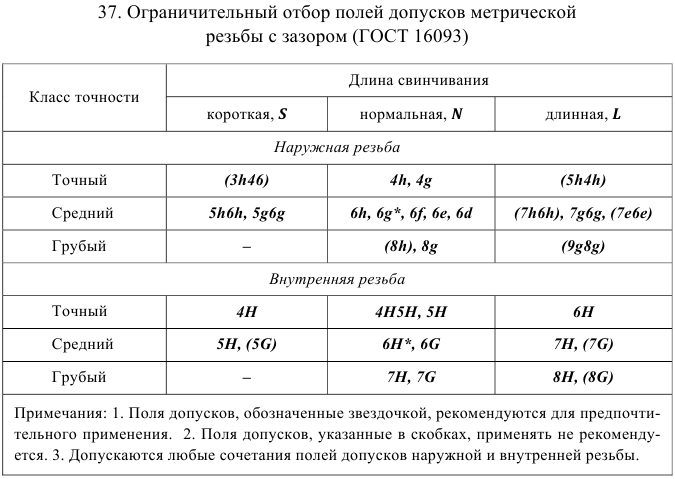
Поля допусков и посадки с натягом и переходные установлены в зависимости от материала детали с внутренней резьбой и шага резьбы.
Допуски метрических резьб в соединениях с натягом для диаметров 5…45 мм и шагов 0,8…3 мм регламентированы ГОСТ 4608. В соответствии с этим стандартом положение полей допусков наружной и внутренней резьбы должно соответствовать показанному на рис. 38.
Предельные отклонения среднего  и наружного
и наружного  диаметров наружной резьбы и среднего
диаметров наружной резьбы и среднего  и внутреннего
и внутреннего  диаметров внутренней резьбы приведены в [1,2, 8].
диаметров внутренней резьбы приведены в [1,2, 8].
Верхнее отклонение диаметра  наружной резьбы по дну впадины (диаметру
наружной резьбы по дну впадины (диаметру  ) равно верхнему отклонению диаметра . Нижнее отклонение определяется величиной допускаемого среза впадины равного
) равно верхнему отклонению диаметра . Нижнее отклонение определяется величиной допускаемого среза впадины равного  (см. рис. 28).
(см. рис. 28).
В посадках с натягом (кроме посадок  и
и  ) резьбовые детали сортируют на две (например,
) резьбовые детали сортируют на две (например,  ) или три (например,
) или три (например,  ) группы. Сборку соединений осуществляют из деталей, принадлежащих одной группе, например, группе II (рис. 39). Сборка с сортировкой позволяет повысить точность посадки при использовании резьбовых деталей, изготовленных с большими допусками на оборудовании нормальной точности.
) группы. Сборку соединений осуществляют из деталей, принадлежащих одной группе, например, группе II (рис. 39). Сборка с сортировкой позволяет повысить точность посадки при использовании резьбовых деталей, изготовленных с большими допусками на оборудовании нормальной точности.
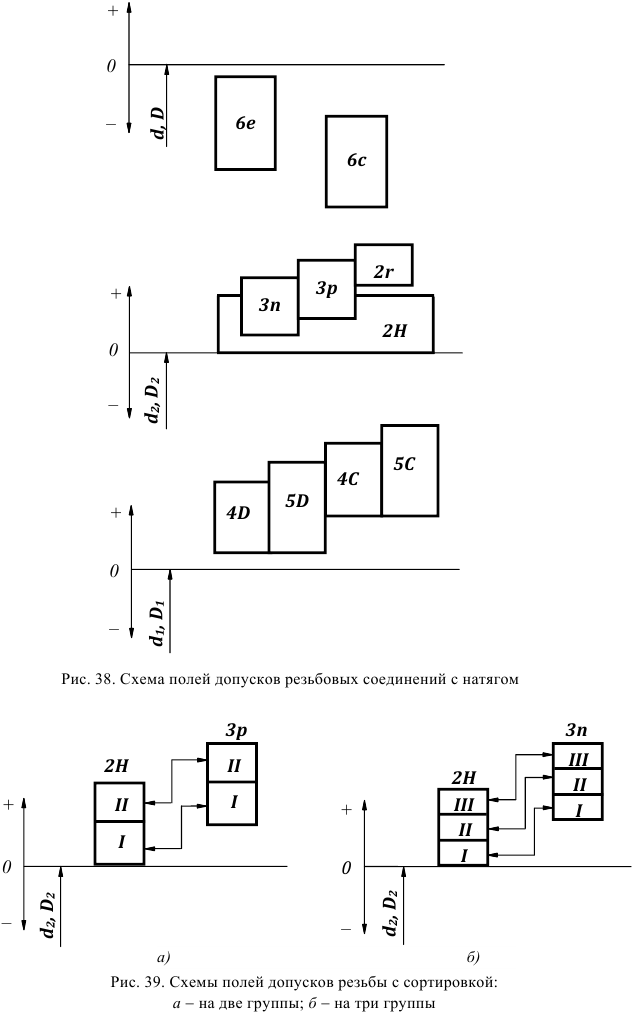
Допуски метрических резьб в соединениях с переходными посадками для диаметров 5…45 мм и шагов 0,8…4,5 мм регламентированы ГОСТ 24834. В соответствии с этим стандартом положение полей допусков наружной и внутренней резьбы должно соответствовать показанному на рис. 40.
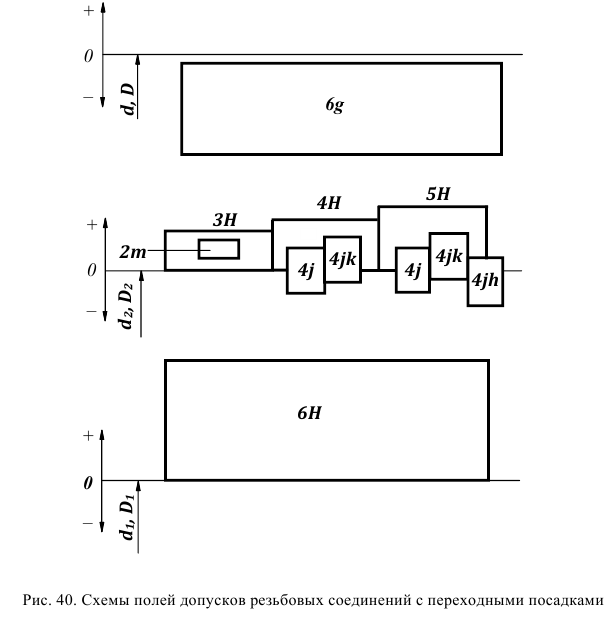
Предельные отклонения диаметров наружной и внутренней резьбы в соединениях с переходными посадками устанавливают также, как и для соединений с натягом.
Обозначение резьбы
Условное обозначение резьбового соединения, наружной и внутренней резьбы состоит из двух частей: условного обозначения номинальных параметров (табл. 38) и точности резьбы (табл. 39).
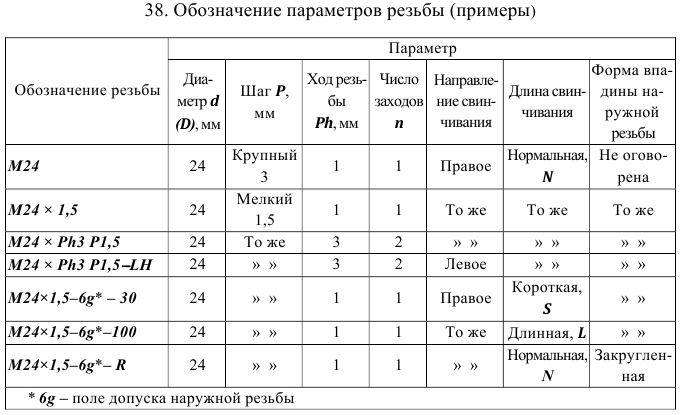
Сочетание основного отклонения, обозначаемого буквой, с допуском по принятой степени точности образует поле допуска диаметра резьбы. Поле допуска резьбы образуют сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов ( или  ). Поля допусков, а следовательно, и допуски диаметра впадин ( — для наружной резьбы и — для внутренней резьбы) стандарт не устанавливает.
). Поля допусков, а следовательно, и допуски диаметра впадин ( — для наружной резьбы и — для внутренней резьбы) стандарт не устанавливает.
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение, например,  . Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов ( — для наружной резьбы, — для внутренней резьбы), например
. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов ( — для наружной резьбы, — для внутренней резьбы), например  . В обозначении полей допусков переходных резьб и резьб с натягом поле допуска наружного диаметра наружной резьбы (
. В обозначении полей допусков переходных резьб и резьб с натягом поле допуска наружного диаметра наружной резьбы ( или
или  ) условно не указывают. Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, его в обозначении поля допуска резьбы с зазором не повторяют, например, поле допуска резьбы болта —
) условно не указывают. Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, его в обозначении поля допуска резьбы с зазором не повторяют, например, поле допуска резьбы болта —  , поле допуска резьбы гайки —
, поле допуска резьбы гайки —  . Поле допуска резьбы указывают через тире после размера, например, болт
. Поле допуска резьбы указывают через тире после размера, например, болт  , болт
, болт  , гайка
, гайка  .
.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают поле допуска внутренней резьбы (гайки), а в знаменателе — поле допуска наружной резьбы (болта). Примеры обозначения посадок резьбовых соединений и их расшифровка приведены в табл. 39.
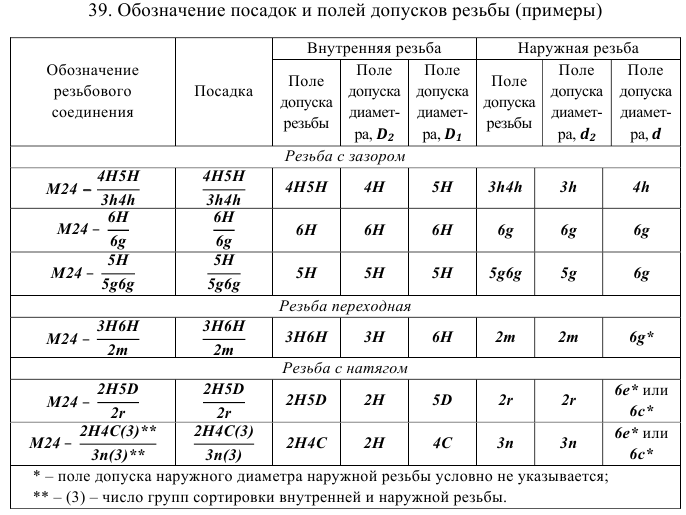
В задаче строят схему полей допусков резьбового соединения, условное обозначение которого соответствует варианту, указанному в задании. Последовательность построения такой схемы должна соответствовать задачам 16, 17.
Возможно эта страница вам будет полезна:
Задача №16
Построить схему полей допусков резьбового соединения  .
.
Решение:
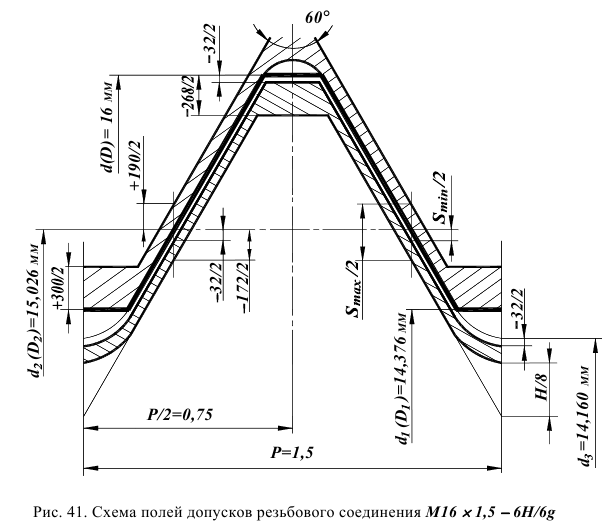
- Предельные отклонения диаметров соединения (ГОСТ 16093)
 (ГОСТ 16093)
(ГОСТ 16093)
Задача №17
Построить схему полей допусков резьбового соединения

Решение:
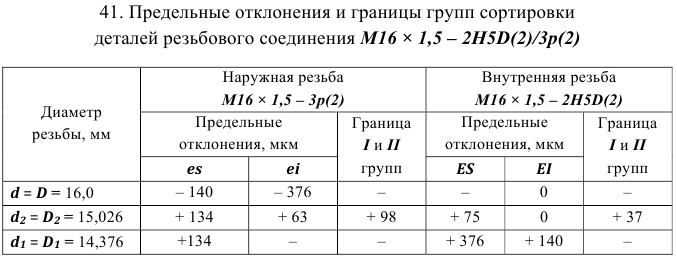
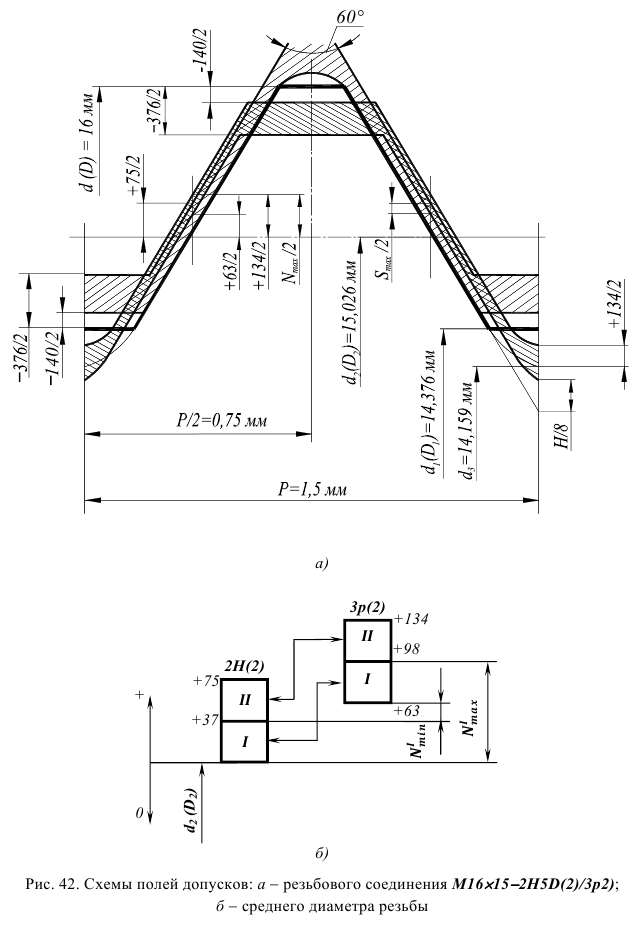
Нормирование точности цилиндрических зубчатых колес и передач
Система точности цилиндрических зубчатых колес и передач
Точность цилиндрических ЗК и ЗП регламентирована ГОСТ 1643. Стандартом установлено двенадцать степеней точности ЗК и ЗП, обозначаемых в порядке убывания точности цифрами 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 (рис. 44). Степени точности 1 и 2 для ЗК с  мм являются перспективными, численные значения допусков и отклонений для них пока не предусмотрены. Для каждой степени точности установлены:
мм являются перспективными, численные значения допусков и отклонений для них пока не предусмотрены. Для каждой степени точности установлены:
- нормы кинематической точности;
- нормы плавности работы;
- нормы контакта зубьев.
Кинематическая точность определяет степень согласованности углов поворота ведущего и ведомого колес передачи. Нормам кинематической точности особое значение придают в ответственных механизмах, например, в делительных передачах управляющих и следящих систем.
Плавность работы ограничивают погрешности, многократно повторяющиеся за один оборот ЗК. Нормы плавности работы имеют наибольшее значение в скоростных передачах, когда передача должна работать бесшумно и без вибраций при больших окружных скоростях ЗК (до 60 м/с) и большой передаваемой мощности (до 40 МВт) [8].
Контакт зубьев определяет величину и расположение области прилегания боковых поверхностей зубьев сопряженных колес в передаче, что очень важно для силовых тяжелонагруженных передач, работающих с невысокими скоростями без реверсирования. Примером могут служить ЗП грузоподъемных механизмов.
Нормы бокового зазора — это такие параметры колес и передач, которые влияют на зазор по нерабочим профилям ЗК в передаче. Независимо от степени точности ЗК и ЗП установлены шесть видов сопряжений ЗК в передаче — 
 и восемь видов допуска на боковой зазор, обозначаемых в порядке его возрастания буквами:
и восемь видов допуска на боковой зазор, обозначаемых в порядке его возрастания буквами:  . Эти нормы важны для передач, работающих в тяжелых тепловых условиях, при больших нагрузках, для реверсивных передач.
. Эти нормы важны для передач, работающих в тяжелых тепловых условиях, при больших нагрузках, для реверсивных передач.
Передачи, к которым не предъявляют особых требований по нормам точности, относят к передачам общего назначения.
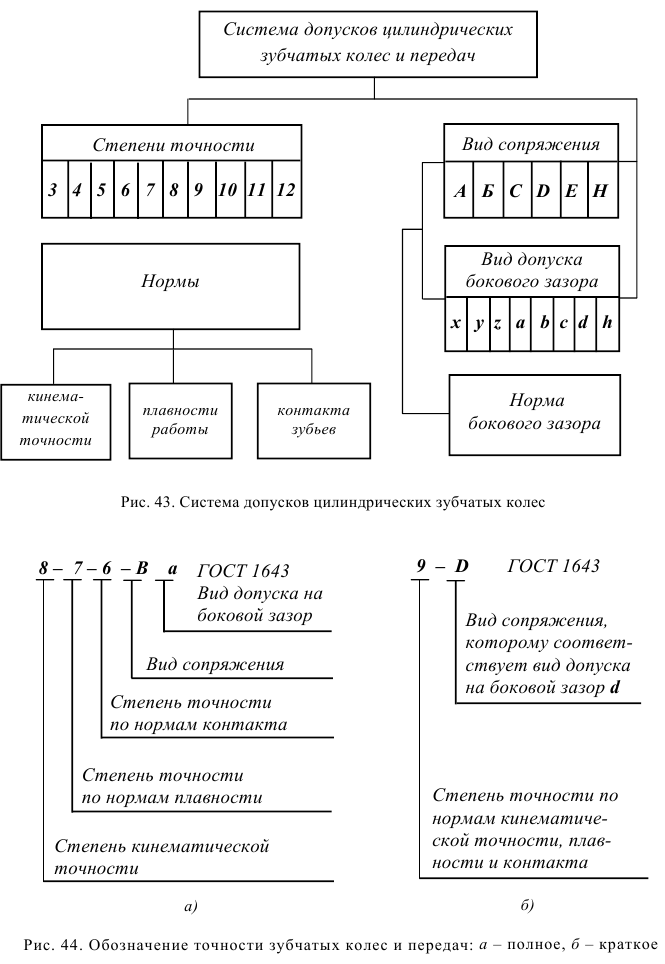
Обозначение точности зубчатых колес и передач
Точность ЗК и ЗП задают степенями точности по нормам кинематической точности, плавности работы и контакта зубьев, видом сопряжения и видом допуска бокового зазора в последовательности, указанной на рис. 44, а. Возможно краткое обозначение точности ЗК и ЗП (рис. 44, 6) в том случае, когда степени точности по всем трем нормам одинаковы и виду сопряжения соответствует вид допуска на боковой зазор, обозначаемый той же буквой. Наиболее часто используют промежуточные варианты обозначения, например,  , ГОСТ 1643. При необходимости в обозначениях ЗК и ЗП указывают класс отклонений межосевого расстояния и соответствующий боковой зазор, например,
, ГОСТ 1643. При необходимости в обозначениях ЗК и ЗП указывают класс отклонений межосевого расстояния и соответствующий боковой зазор, например,  , ГОСТ 1643. В том случае, когда по одной из норм точности степень точности конструктор не устанавливает, в обозначении указывают букву N вместо номера этой степени, например,
, ГОСТ 1643. В том случае, когда по одной из норм точности степень точности конструктор не устанавливает, в обозначении указывают букву N вместо номера этой степени, например,  , ГОСТ 1643.
, ГОСТ 1643.
Выбор степени точности зубчатых колес и передач
Степень точности ЗК и ЗП устанавливают в зависимости от требований к кинематической точности, плавности работы, передаваемой мощности, а также окружной скорости ЗК, выполняя соответствующие расчеты (расчет угла рассогласования вращения ведущего и ведомого ЗК для определения степени кинематической точности, расчет динамики передачи для определения степени точности по нормам плавности, расчет на прочность и долговечность для определения степени точности по нормам контакта), или руководствуясь рекомендациями [6] (табл. 42).

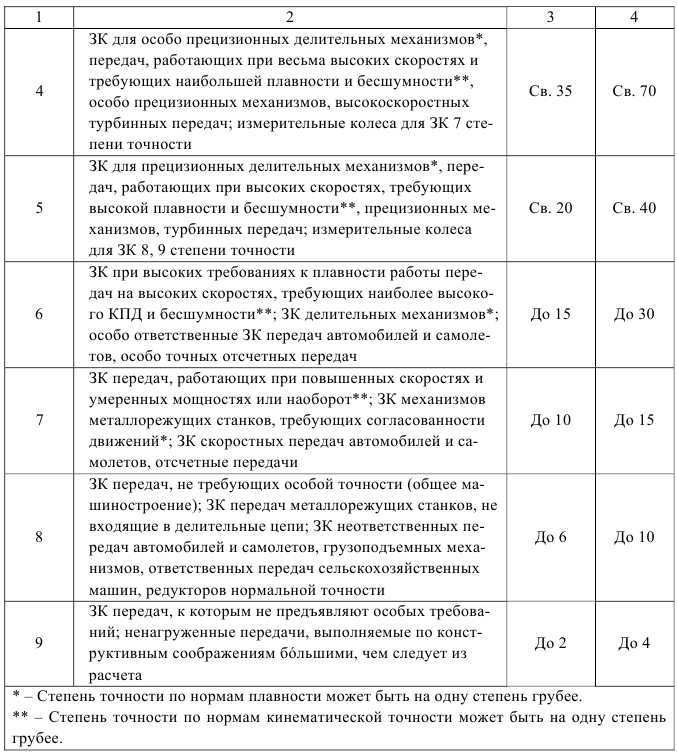
При назначении степеней точности используют принцип комбинирования норм точности, позволяющий для конкретной передачи, в зависимости от ее назначения, установить различные степени точности по нормам кинематической точности, плавности работы и контакта зубьев. Комбинирование норм позволяет установить более высокую точность для основных, определяющих служебное назначение (см. п. 5.2) норм точности и менее высокую — для остальных норм.
В соответствии с этим принципом нормы плавности работы ЗК и ЗП не могут быть более чем на две степени точнее или на одну степень грубее норм кинематической точности; нормы контакта зубьев не могут быть грубее норм плавности (за исключением передач с коэффициентом осевого перекрытия  , для которых нормы контакта могут быть на одну степень грубее норм плавности). Комбинирование норм точности позволяет снизить затраты на изготовление ЗК, а следовательно, и ЗП, за счет применения более простых методов обработки зубьев.
, для которых нормы контакта могут быть на одну степень грубее норм плавности). Комбинирование норм точности позволяет снизить затраты на изготовление ЗК, а следовательно, и ЗП, за счет применения более простых методов обработки зубьев.
Вид сопряжения ЗП характеризуется величиной минимального бокового зазора в ЗП  необходимого для компенсации температурных деформаций и размещения смазочного материала и определяемого расчетным путем.
необходимого для компенсации температурных деформаций и размещения смазочного материала и определяемого расчетным путем.
ГОСТ 1643 устанавливает виды сопряжений в зависимости от степени точности ЗК и ЗП (табл. 43).
При отсутствии специальных требований к партии или комплекту передач видам сопряжений  и
и  соответствует вид допуска на боковой зазор
соответствует вид допуска на боковой зазор  , а видам сопряжений
, а видам сопряжений  и
и  — виды допуска
— виды допуска  и
и  соответственно.
соответственно.
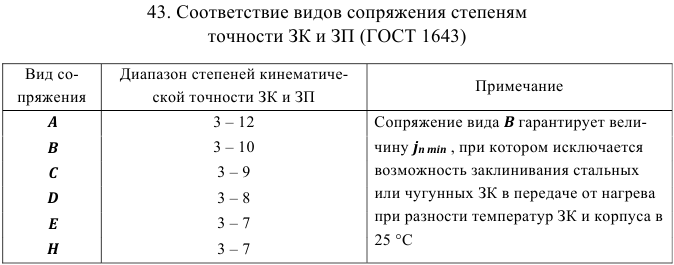
Показатели точности зубчатых колес и передач
ГОСТ 1643 характеризует точность ЗК и ЗП рядом показателей. Набор этих показателей значительно больший, чем требуется для оценки нормируемых эксплуатационных свойств. При этом установлено несколько равноправных комплексов показателей точности ЗК и ЗП по всем нормам точности (табл. 44) [1,2, 8].
Система обозначения показателей точности ЗК и ЗП включает следующее:
Показатели кинематической точности, плавности работы, контакта зубьев и бокового зазора ЗК в передаче установлены так, что результаты контроля ЗК или ЗП по одному из указанных комплексов не противоречат результатам проверки по другому комплексу. Например, если колесо по нормам кинематической точности признано годным по третьему комплексу контролируемых показателей (см. табл. 44), то оно не должно быть забраковано при повторном контроле по первому или любому другому комплексу.
Показатели точности зубчатой передачи (см. табл. 44) являются комплексными, поэтому контроль по этим показателям предпочтителен. Если кинематическая точность и плавность работы собранной передачи соответствуют требованиям стандарта, то контроль колес в отдельности по этим нормам не проводят. При раздельном предварительном контроле колес, входящих в передачу, контроль собранной передачи не является обязательным. Это положение распространяется и на контроль по нормам контакта зубьев.
При установлении комплекса контролируемых показателей для окончательного контроля следует отдавать предпочтение комплексным показателям, которые выявляют совокупность погрешностей при непрерывном процессе контроля. К ним относятся: показатель кинематической точности  (см. табл. 44), показатель плавности
(см. табл. 44), показатель плавности  , погрешность направления зуба
, погрешность направления зуба  (для контакта зубьев), показатели бокового зазора
(для контакта зубьев), показатели бокового зазора  и
и  . Эти показатели, по сравнению с поэлементными (остальными по табл. 44), наиболее полно характеризуют точность ЗК. Средства измерения ЗК, определяющие комплексные показатели, по сравнению со средствами измерения поэлементных показателей являются более производительными.
. Эти показатели, по сравнению с поэлементными (остальными по табл. 44), наиболее полно характеризуют точность ЗК. Средства измерения ЗК, определяющие комплексные показатели, по сравнению со средствами измерения поэлементных показателей являются более производительными.
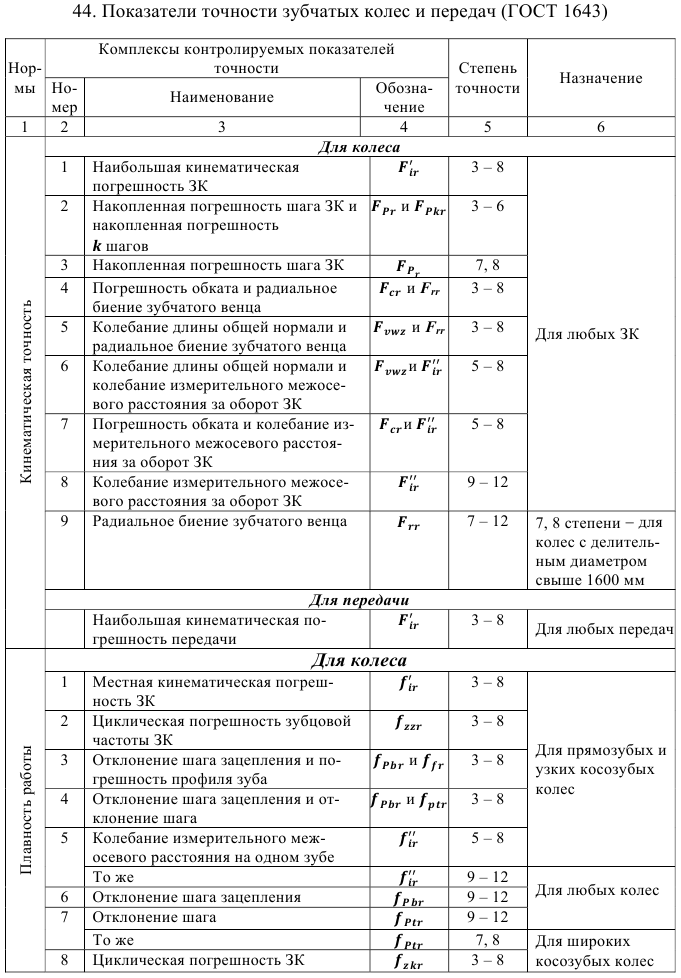
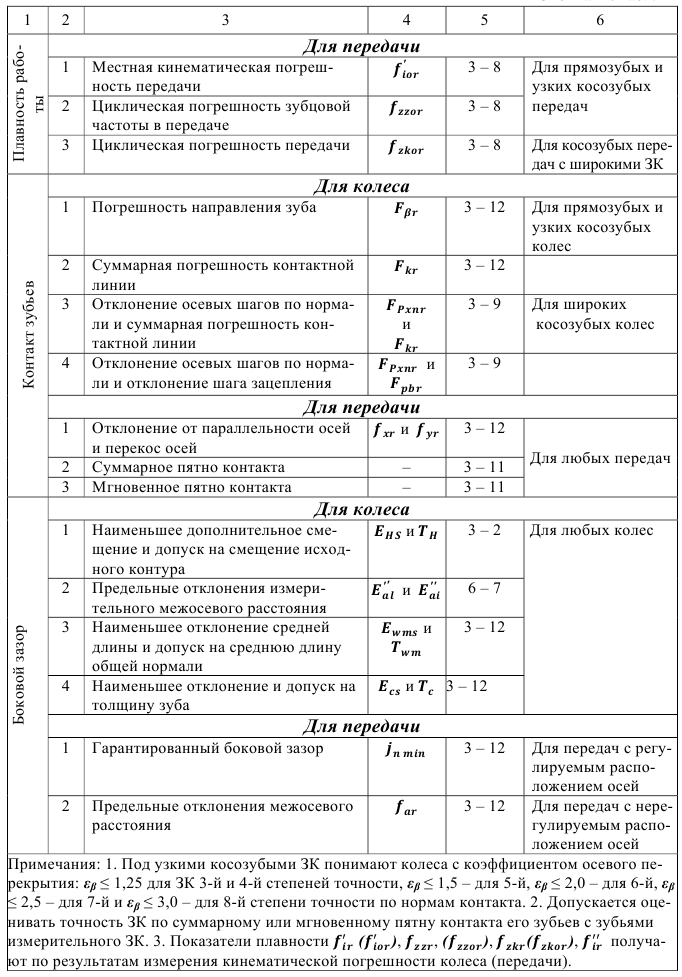
В то же время для выявления технологических погрешностей (с целью подналадки технологической системы) целесообразно использовать поэлементные показатели.
В задаче нормируют точность ЗК или ЗП, геометрические параметры (число зубьев  и модуль
и модуль  ) и условия эксплуатации которых соответствуют исходным данным для варианта, указанного в задании. Кроме того, назначают комплексы контролируемых показателей точности заданных ЗК или ЗП и устанавливают их допускаемые значения.
) и условия эксплуатации которых соответствуют исходным данным для варианта, указанного в задании. Кроме того, назначают комплексы контролируемых показателей точности заданных ЗК или ЗП и устанавливают их допускаемые значения.
Порядок решения задачи:
- В зависимости от назначения ЗК или ЗП устанавливают, какие нормы точности являются основными в рассматриваемом случае.
- В зависимости от назначения ЗК или ЗП и условий их эксплуатации устанавливают степень точности основных норм, используя рекомендации [8] (см. табл. 42).
- Устанавливают степени точности остальных норм, используя принцип комбинирования степеней точности.
- Назначают вид сопряжения и вид допуска на боковой зазор, используя рекомендации [8] и табл. 43.
- Назначают по табл. 44 комплексы контролируемых показателей ЗК или ЗП, руководствуясь соображениями, изложенными на стр. 121, 124.
- Устанавливают допуски назначенных показателей точности ЗК или ЗП [1,2,8].
Задача №18
Коробка перемены передач (КПП) легкового автомобиля работает при окружных скоростях ЗК 7…8 м/с. Модуль ЗК передачи  , число зубьев
, число зубьев  . Необходимо установить точность ЗП КПП, назначить комплексы контролируемых показателей точности ЗП, определить их допуски.
. Необходимо установить точность ЗП КПП, назначить комплексы контролируемых показателей точности ЗП, определить их допуски.
Решение:
- Так как КПП можно отнести к группе скоростных передач, основными нормами точности ЗП КПП будут нормы плавности работы.
- Для скоростных ЗП, работающих при окружных скоростях прямозубых ЗК свыше 6 до 10 м/с, можно назначить 7-ю степень точности по нормам плавности (см. табл. 42).
- Для ЗП КПП, в соответствии с принципом комбинирования норм точности, кинематическую точность можно назначить грубее норм плавности работы на одну или две степени, а нормы контакта зубьев не могут быть грубее норм плавности работы. Поэтому назначаем для норм кинематической точности и плавности работы соответственно 8-ю и 7-ю степени.
- На основании рекомендаций табл. 43 назначаем вид сопряжения В и вид допуска на боковой зазор — в. Тогда точность ЗП и ЗК КПП можно записать в следующем виде: 8-7-7-В ГОСТ 1643.

где  — допуски на наибольшую кинематическую погрешность ведущего и ведомого ЗК передачи:
— допуски на наибольшую кинематическую погрешность ведущего и ведомого ЗК передачи:
где  и
и  — соответственно допуск на накопленную погрешность шага ЗК и допуск на погрешность профиля зуба.
— соответственно допуск на накопленную погрешность шага ЗК и допуск на погрешность профиля зуба.
Для ведущего ЗК  8-й степени точности
8-й степени точности

для ведомого ЗК  8-й степени точности
8-й степени точности
Допуск на местную кинематическую погрешность ЗП
Для 7-й степени точности
Суммарное пятно контакта для 7-й степени точности:
- по высоте зуба — не менее 45 %;
- по длине зуба — не менее 60 %.
Предельные отклонения межосевого расстояния для вида сопряжения 

Расчет и выбор средств измерения и контроля линейных размеров
Выбор универсальных средств измерения линейных размеров деталей
Средства измерения (СИ) (инструменты или приборы) выбирают с учетом их метрологических характеристик и экономических показателей. К последним относят: стоимость СИ; их наработки до повторной настройки и до ремонта; время, затрачиваемое на настройку, и сам процесс измерения; необходимую квалификацию оператора и др.
Необходимым условием правильного выбора универсального СИ является соответствие его метрологической характеристики следующим условиям:
- диапазон измерения СИ должен быть больше измеряемого размера;
- диапазон показаний СИ должен быть больше допуска измеряемого размера;
- предельная погрешность измерения с помощью выбранного СИ должна быть меньше допускаемой погрешности измерения .
Значения допускаемых погрешностей измерения  установлены (табл. 45) в зависимости от допусков и номинальных размеров измеряемых изделий ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». В соответствии с этим стандартом, значения определены для квалитетов
установлены (табл. 45) в зависимости от допусков и номинальных размеров измеряемых изделий ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». В соответствии с этим стандартом, значения определены для квалитетов  и приняты равными
и приняты равными  (
( — допуск размера) — для
— допуск размера) — для  — для
— для  — для
— для  . Расчетные значения округлены с учетом реальных значений погрешностей измерения измерительными средствами.
. Расчетные значения округлены с учетом реальных значений погрешностей измерения измерительными средствами.
Допускаемые погрешности измерения , установленные указанным стандартом, являются наибольшими и включают не только инструментальные погрешности, но и погрешности от других источников: погрешности установочных мер, погрешности базирования, погрешности, связанные с температурными деформациями, и т.п.
Приемочные границы, т.е. значения размеров, по которым производится приемка изделий, в соответствии с ГОСТ 8.051 устанавливают с учетом допускаемой погрешности измерения 5. При этом допуск на размер рассматривают как допуск на сумму погрешностей технологического процесса, которые не позволяют получить абсолютно точное значение размера, в том числе и из-за погрешности измерения. Приемочные границы устанавливают совпадающими с предельными размерами (рис. 45, а) или смещенными относительно них введением производственного допуска  (рис. 45, б).
(рис. 45, б).
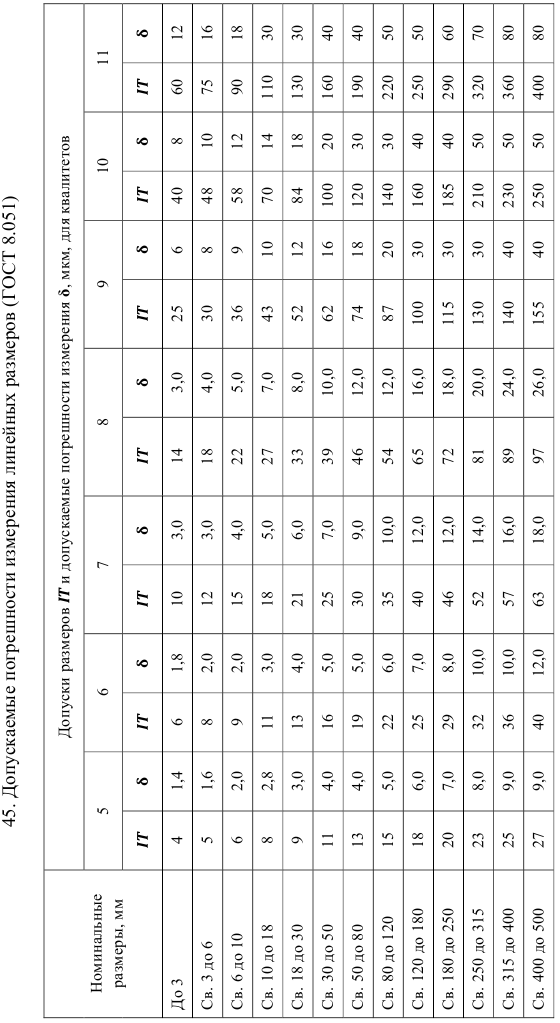
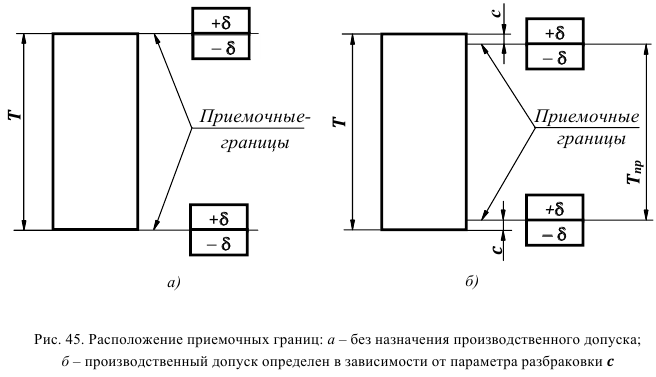
Первый способ является технически и экономически целесообразным и поэтому предпочтительным. Однако при этом, из-за наличия погрешности измерения, некоторые бракованные изделия могут быть ошибочно приняты как годные, а некоторые годные — отбракованы. Чтобы этого не случилось, приемочные границы смещают внутрь поля допуска изделия на величину  (см. рис. 45, б). Величина не должна превышать половины допускаемой погрешности измерения, т.е.
(см. рис. 45, б). Величина не должна превышать половины допускаемой погрешности измерения, т.е.  .
.
При смещении приемочных границ на величину с говорят о введении производственного допуска . Этот вариант менее предпочтителен, чем первый, однако, хотя и редко, используется на практике.
Влияние погрешности измерения на результаты разбраковки деталей (по ГОСТ 8.051) показано на рис. 46, позволяющем определить вероятное количество неправильно принятых  и неправильно забракованных
и неправильно забракованных  деталей, а также выход за границы поля допуска размеров неправильно принятых деталей . На графиках, показанных на рис. 46, и в табл. 46 значения параметров
деталей, а также выход за границы поля допуска размеров неправильно принятых деталей . На графиках, показанных на рис. 46, и в табл. 46 значения параметров  даны в зависимости от относительной погрешности измерения
даны в зависимости от относительной погрешности измерения  и относительной точности изготовления
и относительной точности изготовления  , где
, где  — среднее квадратическое отклонение погрешности измерения;
— среднее квадратическое отклонение погрешности измерения;  — среднее квадратическое отклонение погрешности изготовления;
— среднее квадратическое отклонение погрешности изготовления;  — допуск размера). Графики построены исходя из условия, что рассеивание отклонений измеряемых размеров подчиняется нормальному закону распределения, а рассеивание погрешности измерения подчиняется закону нормального распределения (сплошная линия на графиках), закону равной вероятности (штриховая линия) или промежуточным законам (область между сплошной и штриховой линией).
— допуск размера). Графики построены исходя из условия, что рассеивание отклонений измеряемых размеров подчиняется нормальному закону распределения, а рассеивание погрешности измерения подчиняется закону нормального распределения (сплошная линия на графиках), закону равной вероятности (штриховая линия) или промежуточным законам (область между сплошной и штриховой линией).
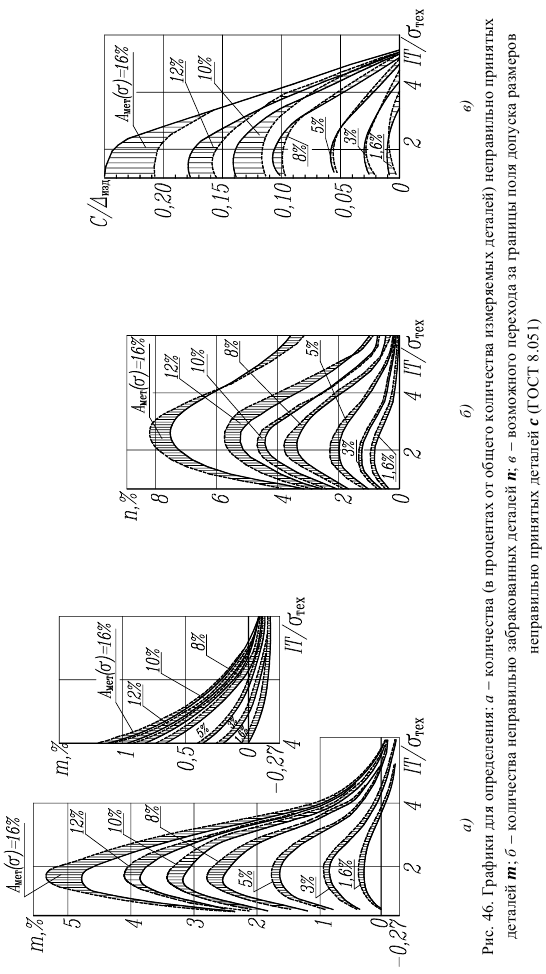
При определении параметров рекомендуется принимать  , равным 16 % для
, равным 16 % для  ; 12 % — для
; 12 % — для  , 10 % — для
, 10 % — для  и грубее. Если точность технологического процесса изготовления детали неизвестна (неизвестно значение ), определяют предельные значения параметров по рис. 46 или по табл. 46.
и грубее. Если точность технологического процесса изготовления детали неизвестна (неизвестно значение ), определяют предельные значения параметров по рис. 46 или по табл. 46.
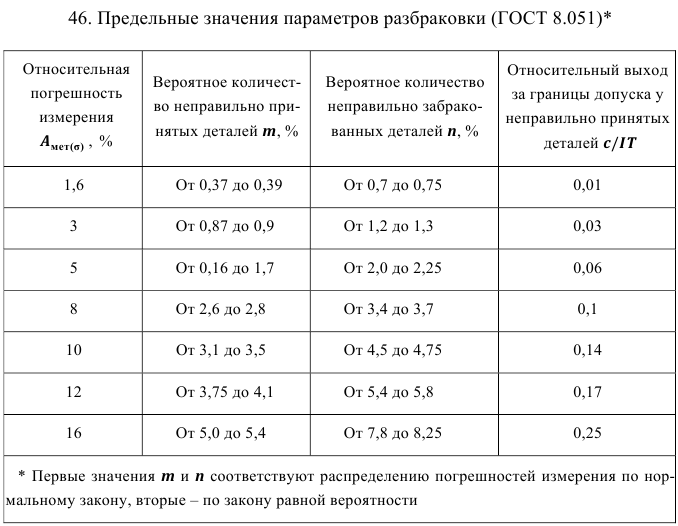
Рекомендуемые средства и условия измерений линейных размеров до 500 мм, обеспечивающие необходимую точность измерений, приведены в методических указаниях по применению ГОСТ 8.051 [5].
Примеры применения тех или иных СИ для измерения линейных размеров наружных и внутренних гладких поверхностей показаны на рис. 47, 48.
В задаче выбирают универсальное СИ одного из линейных размеров указанной в задании детали, точность которого определена при назначении посадок (см. п. 2.1).
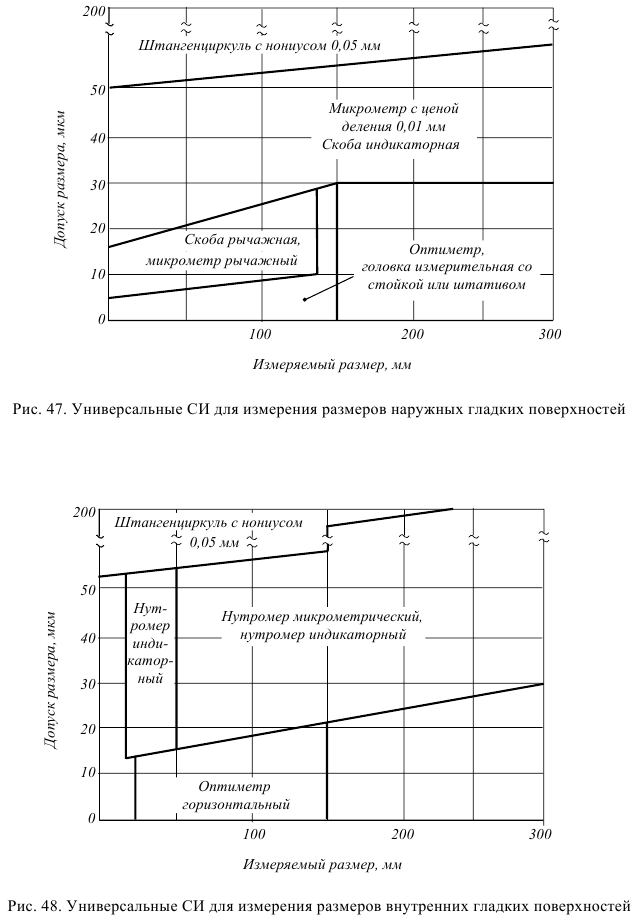
Порядок решения задачи:
- Устанавливают допускаемую погрешность измерения заданного размера (см. табл. 45).
- Устанавливают по табл. VI (для наружных поверхностей) или табл. VII (для внутренних поверхностей) [5] перечень рекомендуемых СИ.
- Выбирают по табл. I (для наружных поверхностей) или табл. II (для внутренних поверхностей) [5] одно из рекомендуемых СИ, проверяя выполнение условий выбора СИ, приведенных на с. 126 настоящего учебного пособия.
- Заполняют таблицу (см. ниже задачу), занося в нее метрологическую характеристику выбранного СИ и условия его применения из табл. I или табл. II [5]. Параметры метрологической характеристики СИ, отсутствующие в указанных табл. (например, диапазон измерений или диапазон показаний СИ), определяют по каталогу [15].
- Устанавливают приемочные границы для заданного размера.
При назначении приемочных границ первым способом (см. рис. 45, а) определяют вероятное количество неправильно принятых и неправильно забракованных деталей, а также возможный выход за границы поля допуска размеров неправильно принятых деталей .
Результаты разбраковки деталей при назначении приемочных границ первым способом приводят в ПЗ в виде таблицы (см. ниже задача 19).
При назначении приемочных границ вторым способом устанавливают производственный допуск
Задача №19
Необходимо выбрать универсальное СИ вала 020кб  .
.
Решение:
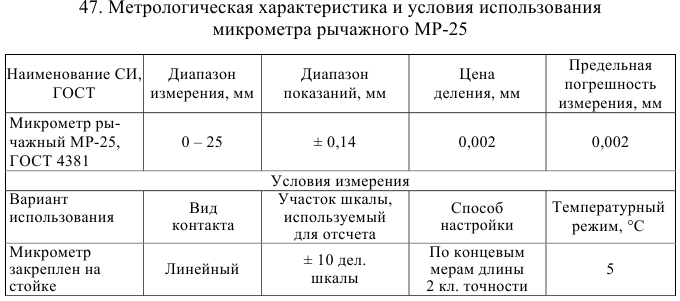
Диапазон измерения микрометра позволяет измерить размер 20 мм, диапазон показаний больше допуска размера: 0,28 > 0,013 мм; предельная погрешность измерения микрометром при принятых условиях измерения меньше допускаемой: 0,002 < 0,004 мм.
Для измерения вала 6-го квалитета рекомендуется принимать относительную погрешность  . Тогда
. Тогда  , а
, а  в зависимости от закона распределения погрешности измерения (см. табл. 46). При этом возможный выход за границы поля допуска размеров неправильно принятых деталей
в зависимости от закона распределения погрешности измерения (см. табл. 46). При этом возможный выход за границы поля допуска размеров неправильно принятых деталей

Результаты разбраковки деталей заносим в таблицу (см. табл. 48).
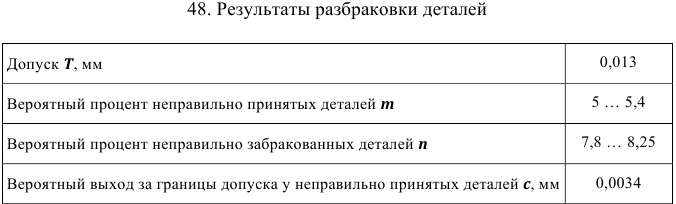
Тогда производный допуск 

Выбор схемы и средств измерения отклонений формы и расположения поверхностей
Общие положения
Заданные на чертежах заготовок, деталей и сборочных единиц допуски формы и расположения поверхностей не предопределяют применение каких-либо конкретных методов и средств измерений. Можно использовать различные средства измерений, лишь бы они обеспечивали надежный контроль соблюдения предписанных допусков.
Метод измерений выбирают с учетом погрешности измерения, конструкции и размеров измеряемой детали*, допуска измеряемого параметра, особенностей технологического процесса изготовления детали и степени его стабильности, производительности и стоимости измерений и других факторов.
Прямое измерение отклонений формы и расположения, ограниченных в конструкторской документации допусками комплексных отклонений, разрешается заменять измерениями составляющих отклонений.
Годность детали в этом случае может быть определена двумя способами:
- расчетом комплексного отклонения формы или расположения путем соответствующего суммирования измеряемых значений составляющих отклонений и сопоставлением этого рассчитанного отклонения с заданным допуском;
- установлением в технологической документации дифференцированных допусков на составляющие отклонения. При этом дополнительно может быть оговорено, что для деталей, у которых одно из составляющих отклонений выходит за дифференцированный допуск, но не превышает допуск комплексного отклонения, заданного в конструкторской документации, оценку годности производят расчетом комплексного отклонения.
Примерами измерений составляющих отклонений являются: измерения отклонений от круглости и профиля продольного сечения взамен прямого измерения отклонения от цилиндричности; измерение отклонения от параллельности осей в общей плоскости и перекоса осей взамен прямого измерения отклонения от параллельности осей в пространстве; измерение отклонений размеров, координирующих оси, взамен прямого измерения позиционного отклонения.
При замене комплексного контроля позиционных отклонений поэлементным контролем межосевых расстояний измерения производят с использованием универсальных СИ (штангенциркулей, микрометров, индикаторных скоб, универсальных микроскопов, координатно-измерительных машин, проекторов и др.). При этом позиционное отклонение  связано с соответствующими отклонениями координирующих размеров
связано с соответствующими отклонениями координирующих размеров  и
и  (рис. 17, а) зависимостью (ГОСТ 28187-89)
(рис. 17, а) зависимостью (ГОСТ 28187-89)
Задача №20
На чертеже детали указан позиционный допуск расположения осей четырех отверстий  (см. рис. 17, а). Вместо измерения позиционного отклонения измеряют размеры и , координирующие оси отверстий.
(см. рис. 17, а). Вместо измерения позиционного отклонения измеряют размеры и , координирующие оси отверстий.
Решение:
Для измеренной детали отклонения размеров составили:  и
и  . Позиционное отклонение равно:
. Позиционное отклонение равно:

С позиционным допуском, заданным в диаметральном выражении, сопоставляют рассчитанное значение позиционного отклонения. Условие  выполнено, следовательно, деталь считается годной.
выполнено, следовательно, деталь считается годной.
Задача №21
На чертеже детали указан позиционный допуск  осей четырех отверстий
осей четырех отверстий  , заданный относительно базового отверстия
, заданный относительно базового отверстия  (см. рис. 17, б). Вместо измерения позиционного отклонения измеряют размеры, координирующие оси отверстий относительно базового отверстия .
(см. рис. 17, б). Вместо измерения позиционного отклонения измеряют размеры, координирующие оси отверстий относительно базового отверстия .
Решение:
В результате измерения получили следующие данные: расстояние от оси отверстия Б до базового отверстия А в горизонтальном направлении = 30,09 мм, в вертикальном направлении = 30,08 мм; действительные размеры отверстия:  , базового отверстия
, базового отверстия  . Позиционное отклонение равно:
. Позиционное отклонение равно:
С позиционным допуском, заданным в диаметральном выражении, сопоставляют удвоенное значение позиционного отклонения, в данном случае

Так как допуск зависимый, то он может быть расширен на величину (см. п. 3.2)

Тогда позиционный зависимый допуск будет равен

Условие  выполнено, следовательно, деталь считается годной.
выполнено, следовательно, деталь считается годной.
Измерения и оценку (обработку результатов измерения) отклонений формы и расположения производят на длине (или площади) нормируемого участка  , заданной при указании допуска, или, если нормируемый участок не задан, -на всей длине нормируемой поверхности.
, заданной при указании допуска, или, если нормируемый участок не задан, -на всей длине нормируемой поверхности.
При оценке отклонений формы и расположения измеряемого элемента не учитывают отклонения формы этого элемента и (или) базовой поверхности вглубь материала (в виде завалов) в так называемой краевой зоне на расстоянии  (рис. 49) от края элемента, если в чертеже не указаны другие размеры краевой зоны или не предписано учитывать отклонения формы в пределах краевой зоны.
(рис. 49) от края элемента, если в чертеже не указаны другие размеры краевой зоны или не предписано учитывать отклонения формы в пределах краевой зоны.
При измерении отклонений от параллельности, перпендикулярности и наклона значение отклонения  , измеренное на длине
, измеренное на длине  (рис. 50), приводят к длине нормируемого участка путем перерасчета:
(рис. 50), приводят к длине нормируемого участка путем перерасчета:
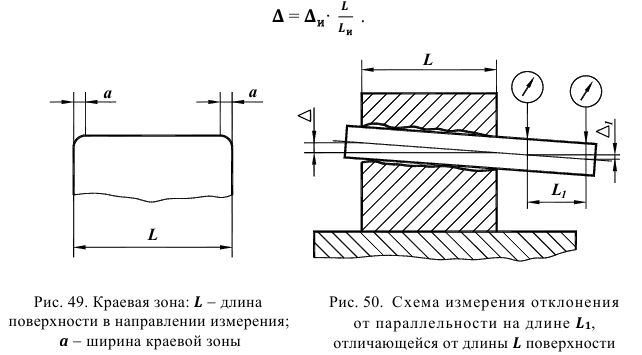
Если задано расположение измеряемого сечения (плоскости измерения) на поверхности, то измерение отклонения формы или расположения производят в заданном сечении. Если расположение сечения не задано, то допуск формы или расположения относят к любому сечению в пределах длины нормируемого участка. Практически ограничиваются измерением отклонений в нескольких сечениях. За отклонение формы или расположения, сопоставляемое с допуском, принимают наибольшее из значений, измеренных в разных сечениях.
Направление плоскости измерения относительно измеряемой поверхности должно соответствовать заданному. Как правило, плоскость измерения перпендикулярна к измеряемой поверхности или профилю.
Направление линии измерения должно соответствовать указанному в условном обозначении допуска формы и расположения (рис. 51), т.е. направлению, соответствующему заканчивающемуся стрелкой отрезка соединительной линии от рамки с допуском или оговоренному в тексте технических требований. Как правило, направление линии измерения принимают перпендикулярным к измеряемой поверхности или профилю.
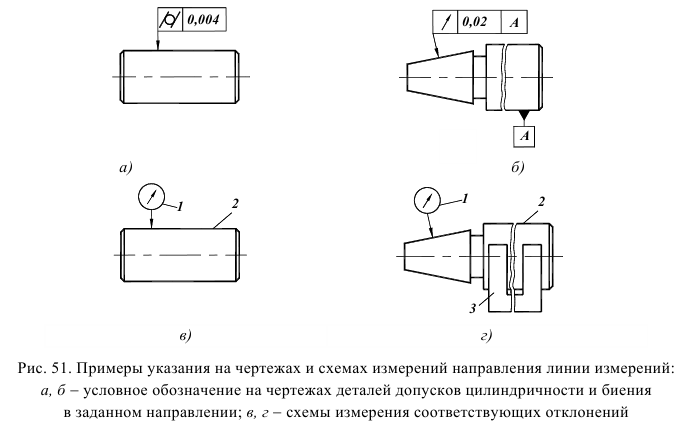
Опенку отклонений расположения и суммарных отклонений формы и расположения поверхностей производят в системе координат, заданной в чертеже указанием соответствующих баз.
Измеряемую деталь располагают относительно этой системы координат при измерении либо путем совмещения баз детали с базирующими элементами СИ, либо расчетом или графическим построением по результатам измерения расположения поверхностей от вспомогательных баз.
Требования, предъявляемые к базовым элементам, а также правила их выбора изложены в учебном пособии [11].
При измерении и оценке отклонений расположения поверхностей отклонения формы измеряемой поверхности исключают путем оценки отклонений расположения по прилегающим поверхностям или профилям. Расположение прилегающих элементов воспроизводят либо с помощью измерительных элементов, материализующих прилегающие поверхности (плиты, линейки, пробки, оправки, кольца и т.п.), и соответствующей их выверки, либо по результатам измерения положения точек реальной поверхности расчетным или графическим путем.
Если измерение отклонений расположения производят по точкам реальной поверхности, то не исключенные из рассмотрения отклонения формы рассматривают как погрешность измерения.
При измерении суммарных отклонений формы и расположения отклонения формы измеряемой поверхности не исключают и рассматривают их как составную часть измеряемого суммарного отклонения.
При измерении отклонений формы и расположения поверхностей исключают неровности, относящиеся к шероховатости. Это осуществляется путем выбора радиуса измерительного наконечника и (или) применения частотных фильтров в цепи преобразования и регистрации измерительного сигнала.
Влияние шероховатости считается практически исключенным, если для контроля формы и расположения поверхностей применяют измерительные или базирующие элементы, воспроизводящие номинальную форму измеряемой поверхности, например, калибры, оправки, поверочные плиты, призмы и др.
Шероховатость, не исключенную тем или иным способом, рассматривают как составляющую погрешности измерения отклонений формы и расположения поверхностей.
Рекомендации по выбору методов измерения отклонений формы и расположения поверхностей
Вопросы выбора методов и средств измерения и контроля отклонений формы и расположения поверхностей достаточно полно освещены в научно-технической литературе [2, 8, 10, 11 и др.].
Однако при назначении методов измерения отклонений расположения поверхностей возникают затруднения в выборе принципиальной схемы измерения, измерительных баз и способов материализации воображаемых элементов (прилегающих поверхностей, осей, плоскостей симметрии и т.п.). В табл. 49 -52 приведены широко используемые схемы измерения отклонений расположения типовых элементов деталей с указанием измерительных баз, возможных путей материализации воображаемых элементов, перечислены соответствующие этим схемам погрешности измерения.
При измерении отклонений от параллельности плоскостей для исключения влияния отклонений формы (отклонения от плоскостности или прямолинейности) базовых и измеряемых поверхностей деталей следует воспроизвести прилегающие плоскости.
Практически прилегающую плоскость можно материализовать плоскостью, проходящей через три максимально удаленные друг от друга и не лежащие на одной прямой точки измеряемой поверхности, или образцовой плоскостью. В качестве образцовой базовой плоскости используют, как правило, поверочные плиты, а в качестве образцовой измеряемой плоскости — плоскопараллельные пластины или планки (см. табл. 49).
Однако материализация прилегающих плоскостей непосредственно плоскостями поверочной плиты или плоскопараллельной пластины может быть приемлема только в том случае, когда реальные поверхности имеют характер вогнутости. Если реальные поверхности детали имеют отклонения формы в виде выпуклости, то для обеспечения устойчивого положения детали относительно образцовой плоскости между ними следует помещать подкладки одинаковой толщины, например, плоскопараллельные концевые меры длины.
В табл. 49 приведена схема измерения отклонения от параллельности плоскостей с использованием образцовых плоскостей. Измерение отклонения от параллельности осуществляется с помощью поверочной плиты 1, на которой деталь 2 устанавливают базовой поверхностью, плоскопараллельной пластины 3 и измерительного прибора 4 (измерительной головки, индикатора часового типа и др.), перемещающегося параллельно плоскости поверочной плиты. Разность максимального и минимального показаний измерительного прибора, снятых в крайних точках измеряемой поверхности, составляет искомое отклонение от параллельности на длине .
При использовании указанной схемы измерения отклонения от параллельности следует в конструкторской документации на деталь оговаривать в возможных случаях для базовой и измеряемой плоскостей «выпуклость не допускается».
При измерении по описанной выше схеме имеют место погрешности, вызванные отклонением от плоскостности поверочной плиты, погрешностями формы и расположения плоскопараллельной пластины, а также инструментальной погрешностью измерительного прибора.
Если нормируют суммарный допуск параллельности и плоскостности, то схема измерения упрощается (см. табл. 49, схема 2). Эта схема рекомендуется, как и в предыдущем случае, для деталей, у которых отклонение от плоскостности базовой поверхности имеет характер вогнутости.
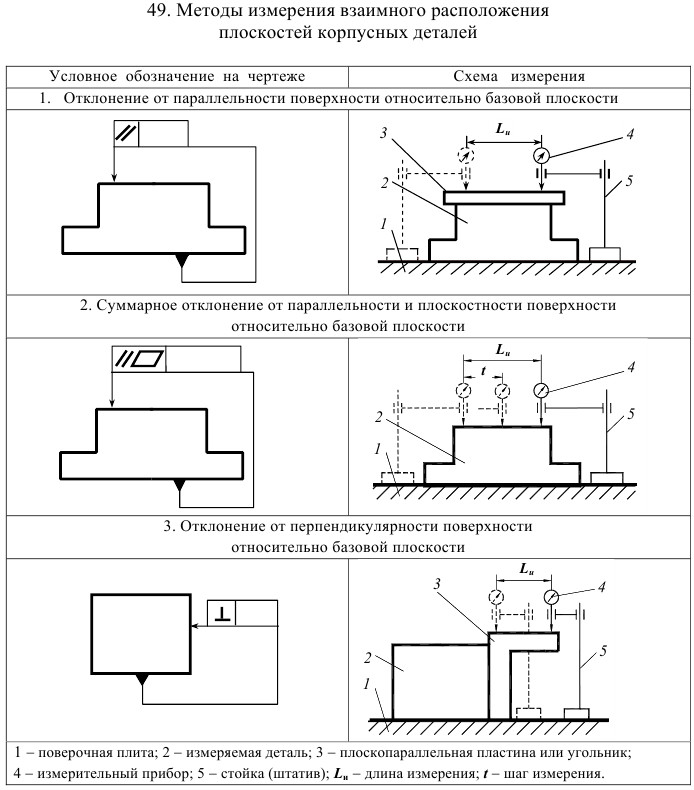
Измерение выполняют, ощупывая измерительным наконечником измеряемую поверхность в поперечном, продольном и диагональном направлениях с определенным шагом  на длине . За искомое отклонение принимают разность предельных показаний измерительного прибора.
на длине . За искомое отклонение принимают разность предельных показаний измерительного прибора.
При использовании этого метода измерения имеют место погрешности, вызванные отклонением от плоскостности поверочной плиты и инструментальной погрешностью измерительного прибора.
Отклонения от перпендикулярности плоскостей корпусных деталей часто измеряют с помощью угольников (см. табл. 49, схема 3). При этом размеры и конструкция угольников зависят от размеров и характера расположения измеряемых плоскостей. Предлагаемая схема измерения используется, если базовая и измеряемая поверхности имеют вогнутый профиль. Измеряемую деталь 2 размещают базовой поверхностью на поверочной плите 1. К измеряемой поверхности прикладывают угольник 3, снимают показания измерительного прибора 4 в крайних точках свободной стороны угольника 3. Результат определяют по разности показаний измерительного прибора на длине .
Погрешность описанного метода измерения отклонения от перпендикулярности включает погрешность формы поверочной плиты, нормированные погрешности формы и расположения применяемого угольника и инструментальную погрешность измерительного прибора.
При измерении взаимного расположения осей отверстий между собой и относительно плоскостей корпусных деталей возникает необходимость воспроизведения прилегающих цилиндрических поверхностей.
Прилегающие цилиндры в отверстиях материализуют при помощи комплектов цилиндрических оправок, составных ступенчатых или разжимных конических дисков. При этом возникают погрешности, вызываемые неточностью материализации прилегающего цилиндра, например, за счет зазоров между оправкой или диском и отверстием.
Количество оправок или ступенчатых дисков в комплекте зависит от требуемой точности измерения и допуска на диаметр проверяемых отверстий. Практикуют разбивку допуска отверстия через 0,010; 0,005 и 0,003 мм. Например, для отверстия диаметром  можно изготовить комплект оправок с номинальными диаметрами 15,000; 15,005; 15,010; 15,015 мм, а для отверстия диаметром
можно изготовить комплект оправок с номинальными диаметрами 15,000; 15,005; 15,010; 15,015 мм, а для отверстия диаметром  — ступени дисков диаметрами 80,00; 80,01 и 80,02 мм.
— ступени дисков диаметрами 80,00; 80,01 и 80,02 мм.
Оправки должны иметь достаточно жесткие допуски формы, чтобы отклонениями формы можно было пренебречь при измерении.
Рабочие поверхности дисков (наружные и внутренние) должны быть со-осны. Отклонение от соосности должно соответствовать требуемой точности измерения.
Схема 1 по табл. 50 используется для измерения отклонения от параллельности общей оси отверстии относительно плоскости основания корпусной детали с помощью оправки и ступенчатых дисков. Деталь 2 устанавливают базовой поверхностью на поверочную плиту 1. В одно из проверяемых отверстий вставляют оправку 3 с неподвижным диском 4. Во второе отверстие
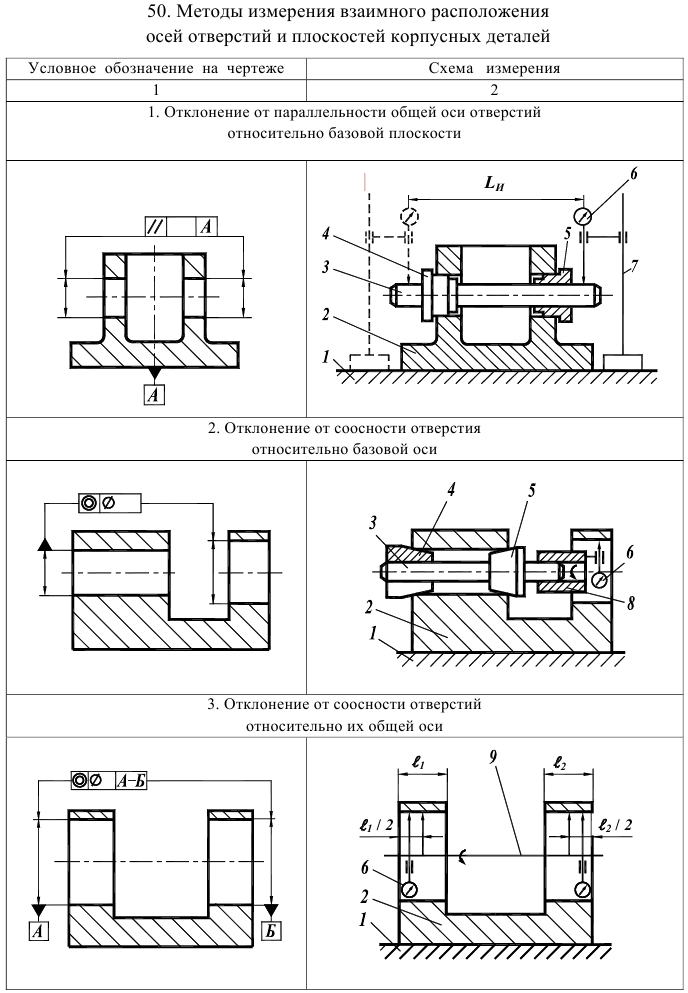
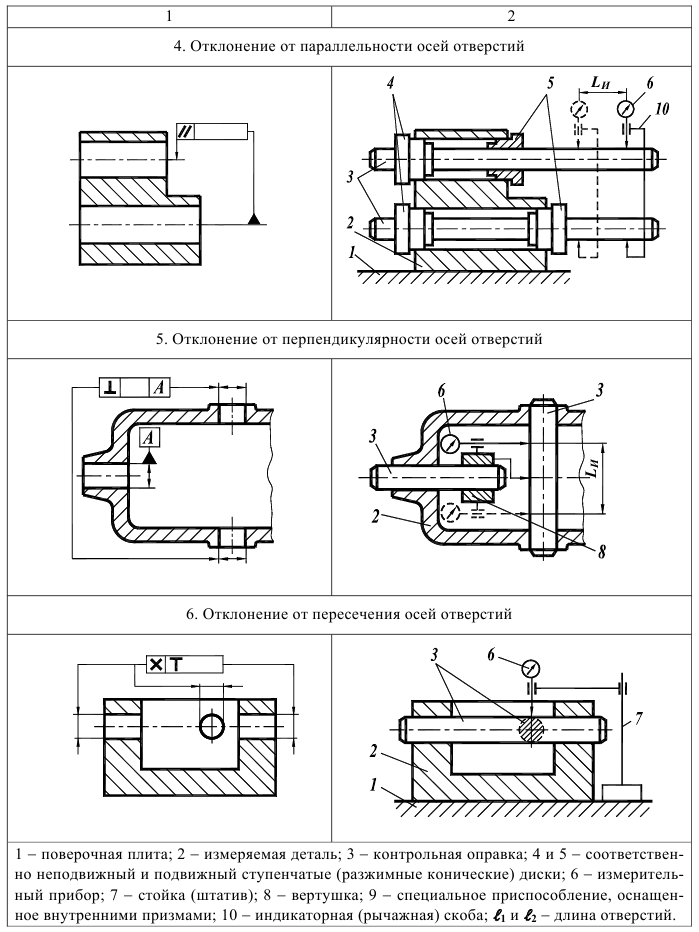
устанавливают подвижный диск 5. Из имеющихся ступеней дисков используют те, которые наиболее плотно входят в проверяемые отверстия. При помощи измерительного прибора 6, закрепленного на штативе 7, снимают показания по концам оправки. Разность показаний прибора в первом и во втором положениях определит искомое отклонение от параллельности на длине .
В погрешность метода измерения отклонения от параллельности общей оси отверстий относительно плоскости основания с применением оправки и дисков входят погрешности геометрической формы оправки, погрешность формы поверочной плиты, инструментальная погрешность отсчетного устройства, а также перекос оправки в отверстиях, вызванный зазорами между дисками и стенками отверстий. Перекос оправки в отверстиях тем больше, чем меньше длина контролируемых отверстий и расстояние между ними.
Достаточно широкое распространение при измерении отклонения от соосности отверстии получили специальные контрольные приспособления с набором оправок или оправок с разжимными коническими (ступенчатыми) дисками и индикаторными устройствами, как, например, изображенное на схеме 2 в табл. 50. Разность между крайними положениями стрелки индикатора при повороте индикаторного устройства 8 (вертушки) на 360° дает величину отклонения от соосности, измеренного в диаметральном выражении.
Погрешность метода измерения отклонения от соосности определяется погрешностью геометрической формы оправки, зазором между индикаторным устройством и оправкой и инструментальной погрешностью измерительного прибора.
Отклонения от соосности осей отверстии относительно их общей оси при зависимом допуске контролируют с помощью калибров (оправок).
Измерение отклонения от соосности осей отверстии относительно их общей оси при независимом допуске осуществляют при помощи специальных приспособлений. В этих приспособлениях прилегающий цилиндр материа-лизируют при помощи реальной поверхности. В отверстия детали 2 (см. табл. 50, схема 3), установленной на поверочной плите 1, вставляют специальное приспособление 9. Приспособление состоит из двух внутренних призм и двух измерительных приборов 6. Каждая внутренняя призма образована двумя цилиндрическими роликами или упорами, расположенными под углом 90° и обеспечивающими базирование приспособления в средних сечениях проверяемых отверстий. При повороте приспособления на 360° разность показаний каждого измерительного прибора определит отклонения от соосности отверстий относительно их общей оси, измеренные в диаметральном выражении.
Погрешность метода измерения отклонения от соосности отверстий относительно их общей оси с помощью приспособления, оснащенного внутренними призмами, включает погрешность формы контролируемых отверстий (отклонение от круглости) и инструментальную погрешность измерительного прибора.
Наиболее распространенным методом измерения отклонения от параллельности осей отверстии является метод измерения разности расстояний между ними. В проверяемые отверстия детали 2 (см. табл. 50, схема 4) вставляют оправки 3, оснащенные ступенчатыми дисками 4 и 5 (или оправки без дисков). При помощи микрометров, рычажных или индикаторных скоб 10 определяют размеры между оправками на заданной длине . Разность размеров составляет величину искомого отклонения от параллельности на длине .
С использованием этого метода можно определить отклонение от параллельности осей отверстий в их общей плоскости. Отклонение от параллельности осей отверстий в плоскости, перпендикулярной общей, т. е. перекос осей можно определить с помощью специального угольника и уровня [2].
Погрешность описанного метода измерения отклонения от параллельности осей отверстий включает погрешность, вызванную перекосом оправок, и инструментальную погрешность измерительного прибора.
При измерении отклонения от перпендикулярности осей отверстий используют оправки (для материализации прилегающих цилиндров) и специальное индикаторное приспособление (схема 5 в табл. 50). В проверяемые отверстия детали 2 вставляют оправки 3, на одну из которых устанавливают специальное индикаторное приспособление (вертушку) 8 с измерительным прибором (индикатором) 6 и центральным упором. Посадочное отверстие вертушки должно быть пригнано к хвостовику оправки с требуемой для данного измерения точностью. Вертушку располагают таким образом, чтобы ее упор коснулся второй оправки. В этом положении снимают первый отсчет по индикатору. Затем вертушку поворачивают на 180° и снимают второй отсчет. Разность этих отсчетов равна отклонению от перпендикулярности осей проверяемых отверстий на длине .
Погрешность метода измерения отклонения от перпендикулярности осей отверстий определяется погрешностью, вызванной перекосом оправок из-за наличия зазора между оправками и отверстиями, и инструментальной погрешностью измерительного прибора.
Отклонения от пересечения осей отверстий корпусной детали измеряют также с помощью оправок. В одно из проверяемых отверстий (пару отверстий) корпусной детали 2 (см. табл. 50, схема 6) вставляют оправку. В точку номинального пересечения осей устанавливают измерительный прибор 6, закрепленный на штативе 7. Прибор настраивают на нуль по верхней образующей оправки (перемещая штатив, добиваются наибольшего показания головки). Затем вынимают оправку из первого отверстия и вставляют во второе отверстие. Штатив перемещают таким образом, чтобы ось измерительного прибора находилась в точке номинального пересечения осей. Наибольшее отклонение от нуля определит искомое отклонение от пересечения осей.
Как и в предыдущем случае, погрешность метода определяется погрешностью, вызванной перекосом оправок, и инструментальной погрешностью измерительного прибора.
Наиболее простым методом измерения торцового биения плоскости относительно оси отверстия корпусной детали является измерение при помощи измерительной головки, закрепленной на оправке. В отверстие измеряемой детали 2 (см. табл. 51, схема 1) устанавливают при соблюдении минимального зазора цилиндрическую оправку 3, несущую измерительный прибор 4 и жесткий упор. Контрольную оправку поворачивают на 360°. Разность наибольшего и наименьшего показаний измерительного прибора определит удвоенную величину торцового биения.
Погрешность метода измерения торцового биения определяется погрешностью, вызванной перекосом оправки из-за наличия зазора между ней и отверстием, и инструментальной погрешностью измерительного прибора.
При измерении торцового биения плоскости относительно общей оси отверстий корпусной детали используют приспособление, оснащенное двумя внутренними призмами, торцовым упором и измерительным прибором. Приспособление 5 (см. табл. 51, схема 2) устанавливают в отверстия корпусной детали 2 так, чтобы торцовый упор и наконечник измерительного прибора 4 оказались в контакте с проверяемой плоскостью. Приспособление поворачивают на 360°. Разность наибольшего и наименьшего показаний измерительного прибора определит удвоенную величину торцового биения.
Погрешность метода измерения торцового биения поверхности относительно общей оси отверстий определяется погрешностями формы отверстий (отклонениями от круглости) и инструментальной погрешностью измерительного прибора.
Обычно измерение торцового биения плоскости относительно осей цилиндрических поверхностей деталей типа тел вращения производят с помощью призм и измерительных приборов, установленных на штативе или стойке.
Измерение торцового биения плоскости относительно оси отверстия втулки производят следующим образом. В базовое отверстие втулки 2 (см. табл. 51, схема 3) вставляют оправку 3 с коническими разжимными дисками 6 и 7. Оправку с деталью устанавливают на призмы 9 таким образом, чтобы проверяемый торец оказался в контакте с измерительным прибором 4, а торец оправки — с осевым центральным упором. Деталь поворачивают на 360°. Разность наибольшего и наименьшего показаний измерительного прибора определит искомое торцовое биение.
Аналогично измеряют торцовое биение плоскости относительно оси шейки вала (см. табл. 51, схема 4).
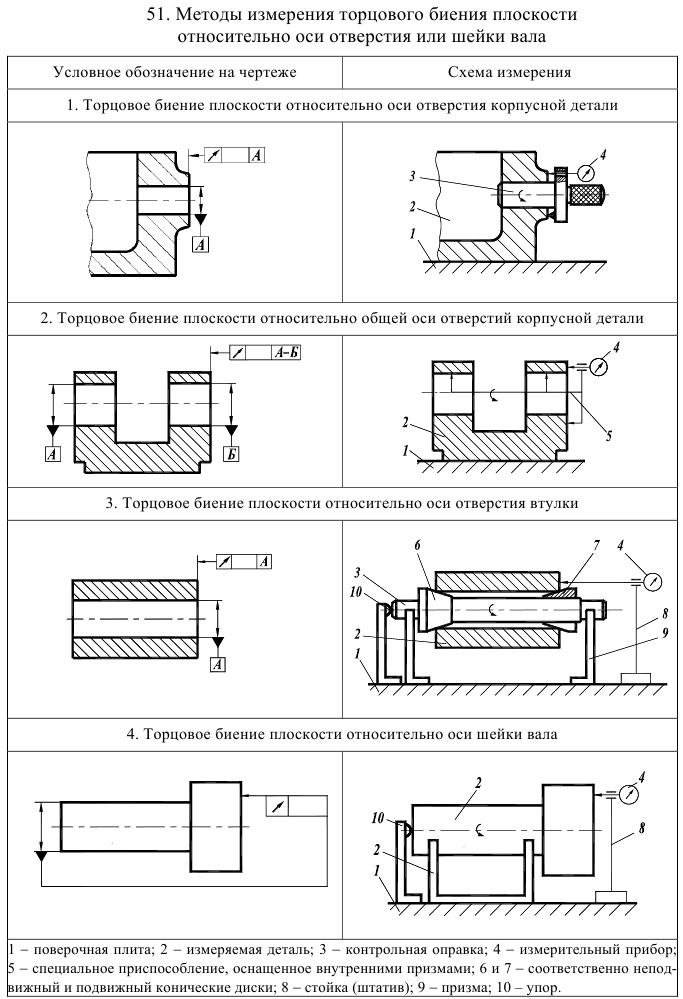
Погрешность метода измерения торцового биения плоскости относительно оси шейки вала или отверстия втулки включает погрешность формы (отклонение от круглости) базовой поверхности и инструментальную погрешность измерительного прибора.
При выборе метода измерения торцового биения следует отдавать предпочтение схемам, в которых применяют центральный осевой упор, так как в этом случае разность показаний измерительного прибора является непосредственно величиной торцового биения. Если торцовый упор и измерительный прибор разнесены между собой на 180°, то разность показаний измерительного прибора определит удвоенное торцовое биение.
Радиальное биение нормируется у деталей типа тел вращения. При выборе схемы измерения радиального биения необходимо обращать внимание на выбор измерительных баз. Если радиальное биение задано относительно общей оси шеек вала, то материализация оси производится при помощи призм (табл. 52, схемы 1 и 2). При использовании в качестве базы оси центровых отверстий, эту ось материализуют при помощи центров (см. табл. 52, схема 3).
При измерении радиального биения шеек ступенчатого вала относительно их общей оси проверяемый вал 2 опорными шейками укладывают на две ножевидные призмы 6 (см. табл. 52, схема 1). Наконечники измерительных приборов 4, которые расположены в плоскости, нормальной к опорной поверхности призм, вводят в контакт с образующими проверяемых шеек. При этом они должны отстоять от ножевидной поверхности призм на расстоянии, равном половине длины шейки. При вращении вала на 360° разность показаний каждого измерительного прибора определит радиальное биение соответствующей шейки относительно их общей оси.
Аналогично измеряют радиальное биение других цилиндрических поверхностей вала относительно общей оси опорных шеек (см. табл. 52, схема 2).
Погрешность метода измерения радиального биения включает погрешность формы (отклонение от круглости) опорных шеек и инструментальную погрешность измерительного прибора.
Указанные схемы можно использовать для измерения отклонения от соосности опорных шеек вала относительно их общей оси или других цилиндрических поверхностей относительно общей оси опорных шеек вала. Однако в этом случае погрешность метода измерения увеличится, так как на результат измерения будут оказывать влияние погрешности формы не только базовых, но и измеряемых поверхностей.
При измерении радиального биения поверхности вала относительно оси центровых отверстий измеряемую деталь устанавливают в центрах (см. табл. 52, схема 3).
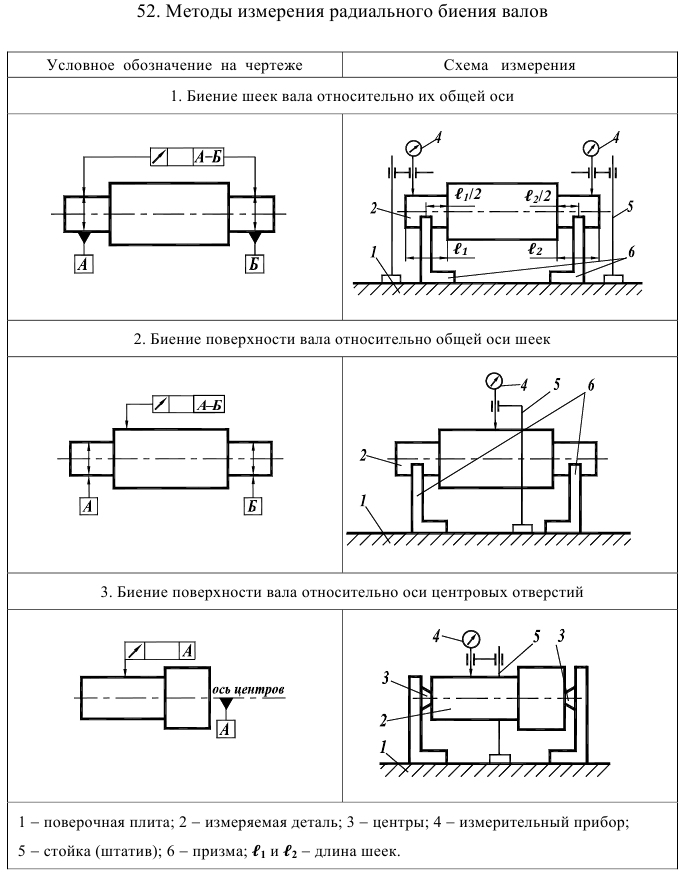
Погрешность метода измерения радиального биения поверхности вала относительно оси центровых отверстий зависит только от инструментальной погрешности СИ.
Допускаемые погрешности измерений отклонений формы и расположения поверхностей
В соответствии с ГОСТ 28187 погрешность измерения отклонений формы и расположения при прямых измерениях определяют по формуле
где  — соответственно погрешность: СИ, метода измерения, от температурных деформаций, от измерительного усилия, субъективные погрешности оператора и прочие составляющие погрешности измерения, не охваченные составляющими
— соответственно погрешность: СИ, метода измерения, от температурных деформаций, от измерительного усилия, субъективные погрешности оператора и прочие составляющие погрешности измерения, не охваченные составляющими  .
.
Погрешность СИ  включает основные погрешности средств измерения (мер, измерительных преобразователей и др.), используемых в рассматриваемой измерительной установке.
включает основные погрешности средств измерения (мер, измерительных преобразователей и др.), используемых в рассматриваемой измерительной установке.
Погрешность метода измерения  включает погрешности базирования, погрешности от неполноты ощупывания измеряемой поверхности или измеряемого профиля, неисключенного влияния шероховатости и отклонений формы измеряемой поверхности, нестабильности характера отклонения формы или расположения (если применяют схему измерения, выявляющую отклонения определенного характера) и другие погрешности.
включает погрешности базирования, погрешности от неполноты ощупывания измеряемой поверхности или измеряемого профиля, неисключенного влияния шероховатости и отклонений формы измеряемой поверхности, нестабильности характера отклонения формы или расположения (если применяют схему измерения, выявляющую отклонения определенного характера) и другие погрешности.
Погрешность от температурных деформаций  при измерении отклонений, которые оцениваются разностью между измеренными и номинальными размерами (например, позиционных отклонений), а также при контроле калибрами, оценивают так же, как и при измерении размеров. При измерении отклонений формы и расположения поверхностей, которые оцениваются разностью измеренных размеров или показаний измерительного прибора, погрешность от температурных деформаций, обусловленную в данном случае колебанием температуры окружающей среды за цикл измерений, учитывают в основном при особо точных измерениях.
при измерении отклонений, которые оцениваются разностью между измеренными и номинальными размерами (например, позиционных отклонений), а также при контроле калибрами, оценивают так же, как и при измерении размеров. При измерении отклонений формы и расположения поверхностей, которые оцениваются разностью измеренных размеров или показаний измерительного прибора, погрешность от температурных деформаций, обусловленную в данном случае колебанием температуры окружающей среды за цикл измерений, учитывают в основном при особо точных измерениях.
Погрешность от измерительного усилия  при измерении отклонений формы и расположения поверхностей измерительными приборами определяется колебанием измерительного усилия и соответствующим колебанием прогиба стоек и штативов за цикл измерений. Колебаниями значений контактных деформаций (в особенности при измерении стальных деталей), как правило, пренебрегают.
при измерении отклонений формы и расположения поверхностей измерительными приборами определяется колебанием измерительного усилия и соответствующим колебанием прогиба стоек и штативов за цикл измерений. Колебаниями значений контактных деформаций (в особенности при измерении стальных деталей), как правило, пренебрегают.
Под погрешностями  понимают предельные погрешности, включающие не исключенную систематическую и случайную составляющие и оцененные с доверительной вероятностью
понимают предельные погрешности, включающие не исключенную систематическую и случайную составляющие и оцененные с доверительной вероятностью  (ГОСТ 28187 рекомендует принимать
(ГОСТ 28187 рекомендует принимать  ).
).
Погрешность измерения отклонений формы и расположения поверхностей при косвенных измерениях, когда измеряемое отклонение определяют по зависимости, связывающей это отклонение со значениями, определяемыми прямыми измерениями, зависит от погрешностей прямых измерений и определяется по зависимостям, приведенным, например, в ГОСТ 28187.
Значения допускаемых погрешностей  измерений отклонений формы и расположения, ограничивающие случайные и неисключенные систематические погрешности измерений, рекомендуемые ГОСТ 28187, приведены в табл. 53.
измерений отклонений формы и расположения, ограничивающие случайные и неисключенные систематические погрешности измерений, рекомендуемые ГОСТ 28187, приведены в табл. 53.

В задаче выбирают схему и СИ одного из отклонений формы или расположения поверхностей детали, допуск которого установлен при выполнении задания по п. 3.1. Порядок выполнения задания должен соответствовать задачам 21, 22.
Задача №21
Для вала, изображенного на рис. 24, задан допуск радиального биения поверхностей шеек  относительно их общей оси, равный 0,008 мм. Необходимо выбрать схему измерения и универсальное измерительное средство измерения радиального биения. Измерения выполняют в нормальных условиях.
относительно их общей оси, равный 0,008 мм. Необходимо выбрать схему измерения и универсальное измерительное средство измерения радиального биения. Измерения выполняют в нормальных условиях.
Решение:
Измерение радиального биения производим при базировании по цилиндрическим поверхностям  на ножевидные призмы с углом 90° в соответствии со схемой 1 в табл. 52.
на ножевидные призмы с углом 90° в соответствии со схемой 1 в табл. 52.
Для приведенной схемы измерения погрешность базирования детали близка к нулю, а погрешности от неточности ощупывания измеряемой поверхности и от неисключенного влияния шероховатости измеряемой поверхности пренер-бежимо малы, т.е. величина погрешности метода измерения  .
.

где  — погрешность измерения радиального биения. Приняв
— погрешность измерения радиального биения. Приняв  , получим
, получим

Этому условию, в соответствии с РД 50-98-86 [5] удовлетворяет индикатор многооборотный типа 1МИГ (ГОСТ 9696) с ценой деления 0,001 мм и пределом измерения 1 мм со стойкой С-И (ГОСТ 10197). Предельная погрешность  измерения радиального биения индикатором при использовании отсчета в пределах ± 0,05 мм равна 0,002 мм.
измерения радиального биения индикатором при использовании отсчета в пределах ± 0,05 мм равна 0,002 мм.
Кстати теория из учебников по допускам и посадкам тут.
Задача №22
Для детали, показанной на рис. 52, задан допуск параллельности поверхности Б относительно базовой поверхности А, равный 0,02 мм на длине рассматриваемой поверхности. Необходимо выбрать схему измерения и универсальный измерительный прибор для измерения отклонения от параллельности.
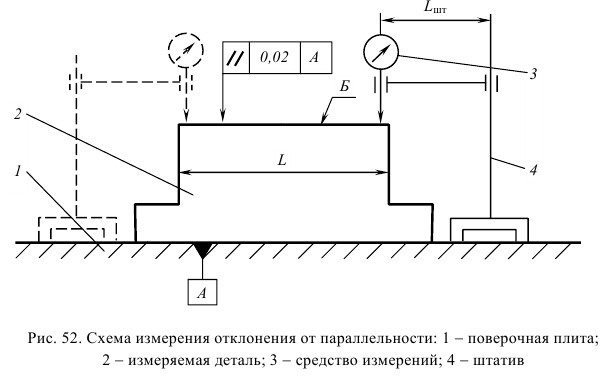
Решение:
Исходные данные: допуск параллельности  ; отклонение от плоскостности измеряемой поверхности
; отклонение от плоскостности измеряемой поверхности  . Базовая поверхность вогнута. Измерения выполняют в нормальных условиях.
. Базовая поверхность вогнута. Измерения выполняют в нормальных условиях.
Измерения отклонения от параллельности осуществляем в соответствии со схемой 1 в табл. 49 и на рис. 52.
Для приведенной схемы измерения
где  — отклонение от плоскостности измеряемой детали,
— отклонение от плоскостности измеряемой детали,  — отклонение от плоскостности поверочной плиты.
— отклонение от плоскостности поверочной плиты.
С учетом того, что  и
и  , получим
, получим
где  — погрешность измерения отклонения от параллельности. Приняв
— погрешность измерения отклонения от параллельности. Приняв  , получим
, получим

Расчет и выбор размеров калибров для контроля деталей гладких соединений
Основные положения
Контроль деталей в диапазоне размеров до 500 мм с допусками от  до
до  , особенно в массовом и крупносерийном производствах, наиболее часто осуществляют предельными калибрами. Валы и отверстия с допусками точнее не рекомендуется проверять калибрами, так как при этом вносится большая погрешность измерения. Такие изделия проверяют универсальными СИ.
, особенно в массовом и крупносерийном производствах, наиболее часто осуществляют предельными калибрами. Валы и отверстия с допусками точнее не рекомендуется проверять калибрами, так как при этом вносится большая погрешность измерения. Такие изделия проверяют универсальными СИ.
Калибры разделяют на рабочие и контрольные (контркалибры).
Рабочие калибры ПР и НЕ предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие и контролеры отдела технического контроля завода-изготовителя, причем контролеры применяют частично изношенные калибры ПР и новые калибры НЕ.
При контроле калибрами деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного веса или усилия, примерно равного ему, но не менее 1 Н, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали. Детали, не удовлетворяющие любому из этих двух условий, являются негодными, их отбраковывают.
Контрольные калибры К-ПР и К-НЕ предназначены для контроля рабочих калибров-скоб, соответственно проходного ПР и непроходного НЕ, в процессе их изготовления. Это обусловлено сложностью измерения действительных размеров скоб универсальными СИ. Кроме того контрольные калибры К-ПР и К-НЕ используют для настройки регулируемых калибров-скоб на размер. Для контроля износа рабочих калибров-скоб в процессе эксплуатации служат контрольные калибры К-И, которые являются непроходными. Цель контроля калибрами КИ — изъятие из эксплуатации калибров-скоб ПР, размеры которых достигли границы износа. Действительные размеры калибров-пробок в процессе их изготовления определяют с помощью универсальных СИ, в связи с чем контрольные калибры к ним не изготавливают.
Виды, наименования, условные обозначения, а также конструктивные схемы калибров для контроля гладких цилиндрических деталей и правила их применения установлены ГОСТ 24851.
Контроль размеров отверстий производят проходными и непроходными калибрами-пробками (табл. 54).
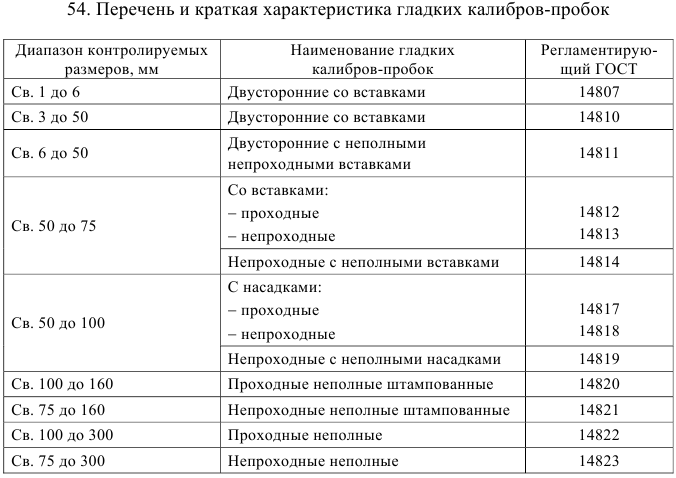
Для контроля валов в основном применяют калибры в виде скоб (табл. 55). Калибры в виде колец применяют только в особо ответственных случаях, когда требуется контролировать отклонения от цилиндричности (особенно при наличии огранки, имеющей форму псевдоокружности).
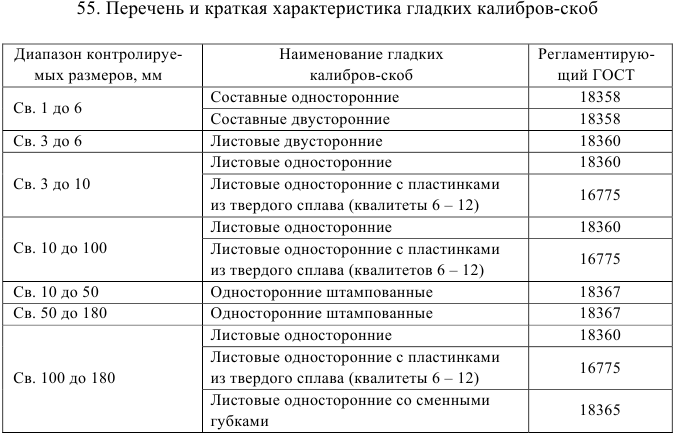
Существует несколько вариантов исполнения гладких калибров: однопре-дельные и двухпредельные; двухпредельные в свою очередь могут быть односторонними (в основном скобы) и двусторонними. Однопредельные пробки и скобы применяют преимущественно при контроле относительно больших размеров деталей. Двусторонние калибры несколько ускоряют контроль, но они предусмотрены лишь для размеров 1…10 мм (калибры-скобы) и 1…50 мм (ка-либры-пробки). Односторонние двухпредельные калибры компактнее, дешевле, вдвое ускоряют контроль, а потому рекомендуются к наиболее широкому применению.
Конструктивно гладкие калибры-скобы выполняют регулируемыми и нерегулируемыми. Регулируемые калибры-скобы дороже и менее жестки, чем нерегулируемые, но могут быть перенастроены в некотором интервале размеров, к тому же они допускают быстрое восстановление размера, потерянного из-за изнашивания рабочих поверхностей. Нерегулируемые калибры более точны и дешевы, чем регулируемые.
Для снижения затрат на калибры стремятся увеличить их износостойкость. Для этого изготавливают скобы листовые и пробки, оснащенные твердым сплавом, износостойкость которых в 50 — 150 раз больше износостойкости стальных калибров и в 25 — 40 раз больше износостойкости хромированных калибров при повышении стоимости только в 3 — 5 раз.
Расчет предельных и исполнительных размеров калибров
Допуски и координаты середин полей допусков гладких рабочих и контрольных калибров нормированы для размеров до 500 мм (ГОСТ 24853) (табл. 56) и для размеров (500…3150) мм (ГОСТ 24852).
Координаты середин полей допусков калибров отсчитывают от соответствующих предельных размеров изделий (табл. 57). Так, координаты середин полей допусков проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а непроходных калибров — от наибольшего предельного размера отверстия. Соответственно, координаты середин полей допусков проходных калибров для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а непроходных калибров — от наименьшего предельного размера вала.
Так как проходные калибры в процессе эксплуатации изнашиваются, для них, кроме допуска на изготовление, предусматривается допуск на износ. Для размеров до 500 мм износ калибров ПР с допуском до  включительно может выходить за границу поля допуска детали на величину
включительно может выходить за границу поля допуска детали на величину  для пробок и
для пробок и  для скоб; для калибров ПР с допусками от
для скоб; для калибров ПР с допусками от  до износ ограничивается наибольшим предельным размером вала или наименьшим предельным размером отверстия, т. е. в этом случае
до износ ограничивается наибольшим предельным размером вала или наименьшим предельным размером отверстия, т. е. в этом случае  .
.
Для компенсации погрешностей при контроле калибрами больших размеров (более 180 мм) предусмотрена зона надежности. При наличии этой зоны поле допуска непроходного калибра и граница гарантированного износа сдвигаются внутрь поля допуска на изготовление детали на величину  для пробок и
для пробок и  для скоб. Это приводит к тому, что в зависимости от квалитета производственный допуск оказывается меньше заданного на (10…40) %. Однако при сравнительно больших допусках такие искажения не очень существенно снижают экономические показатели изделия.
для скоб. Это приводит к тому, что в зависимости от квалитета производственный допуск оказывается меньше заданного на (10…40) %. Однако при сравнительно больших допусках такие искажения не очень существенно снижают экономические показатели изделия.
Расчет предельных размеров калибров выполняют по формулам табл. 58. Исполнительные размеры рабочих поверхностей калибров (размеры, проставляемые на чертежах калибров) назначают так, чтобы весь допуск на изготовление был направлен «в тело» калибра. Для этого за номинальный размер калибра-пробки принимают его наибольший предельный размер, а отклонения принимают равными:  или
или  ; за номинальный размер калибра-скобы принимают его наименьший предельный размер, а отклонения
; за номинальный размер калибра-скобы принимают его наименьший предельный размер, а отклонения  (см. табл. 58).
(см. табл. 58).
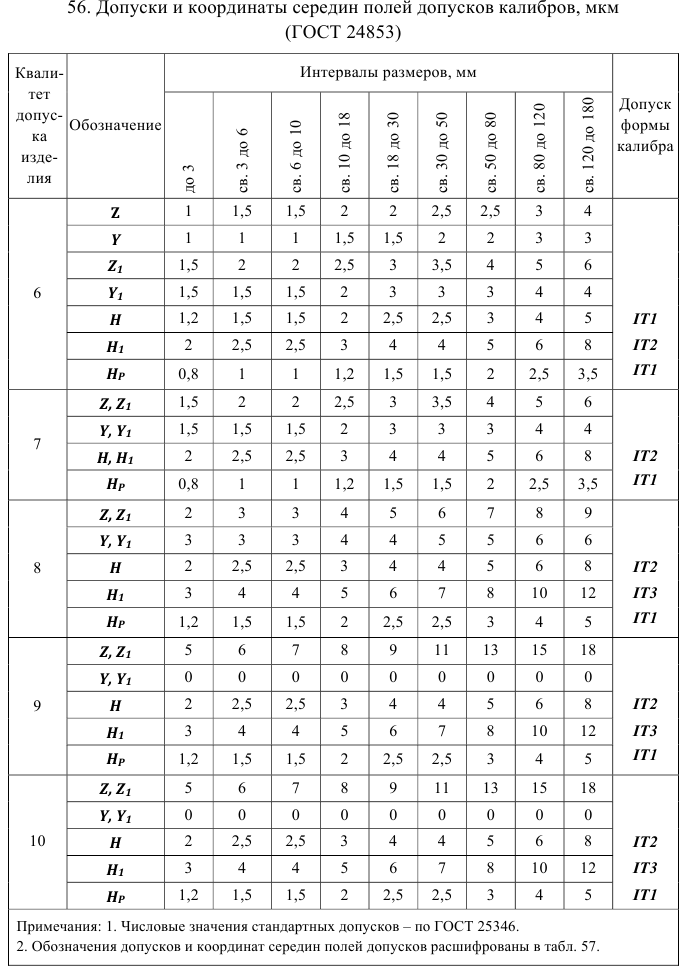
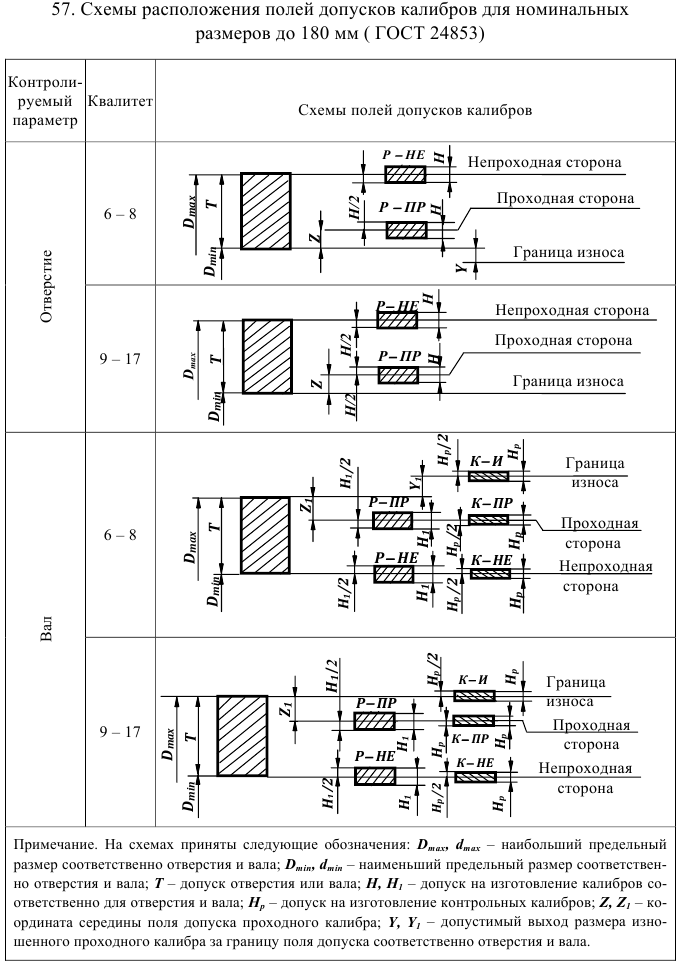
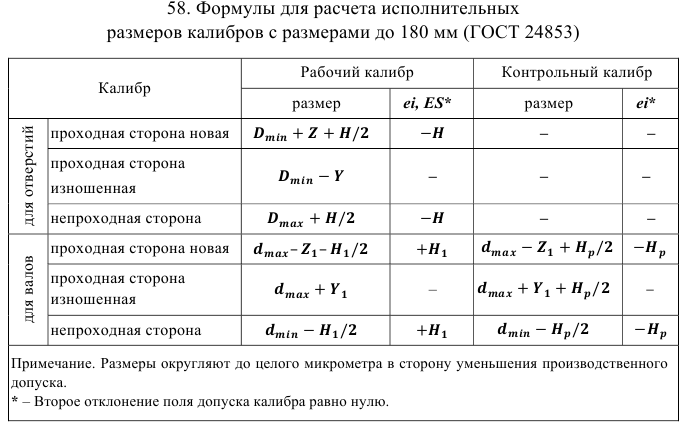
Технические требования к калибрам
Технические требования к гладким нерегулируемым калибрам определены ГОСТ 2015. Установлены:
- конструктивные отличия проходных и непроходных калибров или сторон калибров;
- материал деталей калибров;
- вид покрытия и требования к покрытию рабочих поверхностей калибров;
- твердость рабочих поверхностей, поверхностей заходных и выходных фасок (табл. 59);
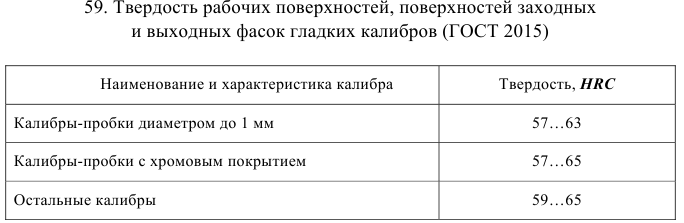
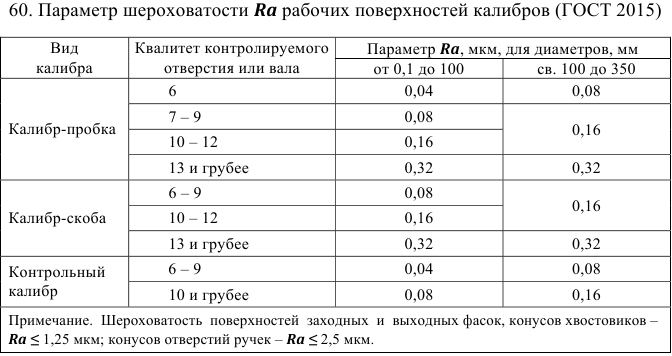
Требования к точности формы рабочих поверхностей определены ГОСТ 24852 и 24853.
Центровые отверстия калибров пробок выполняют по ГОСТ 14034.
В задаче выбирают конструкции, рассчитывают предельные и исполнительные размеры гладких калибров для контроля деталей заданного соединения, выполняют рабочие чертежи калибра-пробки и калибра-скобы (по указанию преподавателя).
Проверочный расчет исполнительных и выбор конструктивных размеров гладких калибров и их деталей выполняют с помощью ЭВМ по программам «PROBKA», «SKOBA», алгоритмы которых приведены в приложениях 15, 16.
Исходные данные для работы на ЭВМ:
Задание выполняют в последовательности, соответствующей приводимому ниже задачи 23.
Задача №23
Необходимо рассчитать предельные и исполнительные размеры рабочих калибров для контроля деталей соединения  , а также контрольных калибров для контроля размеров калибров-скоб.
, а также контрольных калибров для контроля размеров калибров-скоб.
Решение:
- По ГОСТ 25347 [8] находим предельные отклонения контролируемых отверстия и вала:

- Строим схему полей допусков отверстия и вала (рис. 53).
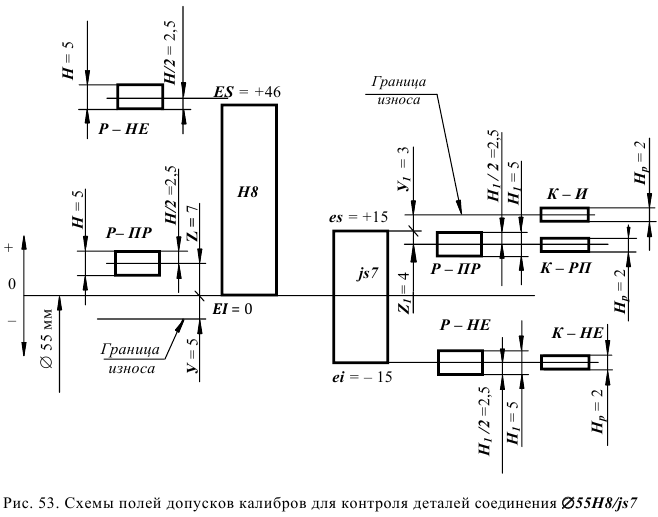
По табл. 56 для отверстия  определяем значения допусков и координат середин полей допусков калибров-пробок:
определяем значения допусков и координат середин полей допусков калибров-пробок:

калибров-скоб и контркалибров к ним:

Строим схемы расположения полей допусков калибров (см. рис. 53).
Рассчитываем предельные размеры отверстия и вала:

- Рассчитываем предельные и исполнительные размеры калибров-пробок (см. табл. 58):
наибольший размер проходного нового калибра-пробки

наименьший размер проходного нового калибра-пробки

наименьший размер изношенного проходного калибра-пробки

Если калибр-пробка ПР имеет указанный или меньший размер, его нужно изъять из эксплуатации.
Наибольший размер непроходного нового калибра-пробки

Наименьший размер непроходного нового калибра-пробки

Исполнительные размеры калибров-пробок:
проходной —  , округленный —
, округленный —  ;
;
непроходной —  , округленный —
, округленный —  .
.
- Рассчитываем предельные и исполнительные размеры калибров-скоб: наименьший размер проходного нового калибра-скобы

наибольший размер проходного нового калибра-скобы

наибольший размер изношенного проходного калибра-скобы

Если калибр-скоба ПР имеет указанный или больший размер, его нужно изъять из эксплуатации.
Наибольший размер непроходного калибра-скобы

Наименьший размер непроходного калибра-скобы

Исполнительные размеры калибров-скоб:
проходной —  , округленный —
, округленный —  ;
;
непроходнои —  , округленный —
, округленный —  .
.
- Выбираем конструкции калибров:
для контроля отверстия  55 мм по табл. 54 выбираем калибры-пробки с насадками по ГОСТ 14815 и 14816;
55 мм по табл. 54 выбираем калибры-пробки с насадками по ГОСТ 14815 и 14816;
для контроля вала 55 мм по табл. 55 выбираем листовую одностороннюю калибр-скобу по ГОСТ 18360.
- С помощью ЭВМ по программам «PROBKA», «SKOBA» выбираем конструктивные размеры калибров-пробок и калибров-скоб.
- По табл. 56, 58, 59 устанавливаем требования к точности формы, шероховатости и твердости рабочих поверхностей калибров.
- Выполняем чертежи калибров-пробок в сборе и калибра-скобы, указывая на чертежах исполнительные размеры калибров, требования к точности формы, шероховатости и твердости их рабочих поверхностей.

Инженерные продукты иногда представляют собой компоненты, которые должны скользить или прижиматься друг к другу для выполнения своих функций. Поэтому для описания этих размерных соотношений между компонентами используется посадка. Она используется, чтобы определить, ослаблены или затянуты компоненты, что способствует их скольжению или сдавливанию.

Все мы слышали истории о прохождении через руки операторов станка чертежей деталей, в которых указаны до смешного жесткие допуски. Мы знаем, что выдерживать жесткие допуски труднее, и мы знаем, что тем дороже изготовление детали, чем жестче допуски. В этой статье я расскажу исходя из каких соображений стоит выбирать посадку при проектировании узлов изделий.
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований.

Однако любые посадки, образованные с применением стандартных полей допусков, являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала. Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347-82), при этом в первую очередь — предпочтительным.

Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала. Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета:
- g7
- js6
- H8
- Н11
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Допуски по квалитетам обозначают сочетанием прописных букв IT с порядковым номером квалитета:
- IT02 – квалитет 02
- IT07 – седьмой квалитет
- IT14 – четырнадцатый квалитет
Основные отклонения обозначают буквами латинского алфавита:
- A…ZС – прописными для отверстий
- a…zс – строчными для валов

Перед выбором посадки необходимо определить: o характер сопряжения (подвижное или неподвижное); o основные конструктивные требования, предъявляемые к сопряжению (скорость относительного перемещения деталей, компенсация погрешностей монтажа, необходимость центрирования сопрягаемых деталей или величина и характер нагрузок, передаваемых сопряжением).
После выбора вида посадки необходимо решить вопрос о точности выполнения сопряжения. При этом не следует забывать, что излишне высокая точность выполнения обработки деталей ведет к значительным и неоправданным затратам при их изготовлении.
Черновую обработку выполняют в большом диапазоне точности 12—16-го квалитетов, шероховатость поверхности Rа 100…25 мкм.
Получистовую обработку обычно назначают для заготовок, у которых при черновой обработке не снят весь припуск, а также для заготовок, к точности которых предъявляются повышенные требования. Точность этой обработки — 11 —12-й квалитеты, шероховатость поверхности Rа 50.. 12,5 мкм.
Чистовую обработку применяют в виде разовой для заготовок, полученных точными методами (высокоточным литьем, точной штамповкой и др.). Иногда ее включают в технологический процесс как промежуточную под последующую точную или отделочную обработку. Точность чистовой обработки — 8 — 11-й квалитеты, шероховатость поверхности Rа 12,5… 2,5 мкм.
Тонкая обработка окончательно формирует высокую точность поверхностей заготовки, ее выполняют при весьма малых подачах. Точность чистовой обработки — 5 — 7-й квалитеты, шероховатость поверхности обработанной заготовки из стали Rа 2,5…0,63 мкм.
Отделочную обработку в основном применяют для обеспечения заданной шероховатости поверхности заготовки, на точность последней влияния она почти не оказывает. Финишная обработка делится на два основных способа: механический или химический, которые в свою очередь подразделяются на абразивно-экструзионную операцию, виброабразивную операцию, дорнирование, химико-механическую операцию, хонингование, электролитно-плазменную полировку. Ее выполняют, как правило, в пределах допуска предшествующей обработки, что обеспечивает при различных методах и обрабатываемых материалах получение шероховатости поверхности Rа 0,63 ..0,16 мкм.
Начиная с черновой обработки, изготовление детали стоит примерно в два раза дороже, и в четыре раза больше, чтобы довести ее до чистовой. Отделочная обработка Rа 0,63 ..0,012 мкм , будет стоить в 24 раза дороже!
Выбор квалитета зависит:
- от точностных требований непосредственно к сопряжению;
- от типа выбранной посадки, например, при применении переходных посадок изменение квалитета незначительно;
- от точности, обусловленной эксплуатационным назначением механизма или машины в целом, особенно это относится к ответственным сопряжениям, например, точность сопряжения деталей в коробке скоростей прецизионного станка с ЧПУ может значительно отличаться от точности посадок аналогичных деталей в коробке скоростей автотранспорта.



В общих чертах можно указать на следующее применение квалитетов.
Квалитеты 4-й и 5-й применяются сравнительно редко, в особо точных соединениях, требующих высокой однородности зазора или натяга (приборные подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах и оправках в измерительных приборах).
Квалитеты 6-й и 7-й применяются для ответственных соединений в механизмах, где к посадкам предъявляются высокие требования в отношении определенности зазоров и натягов для обеспечения точности перемещений, плавного хода, герметичности соединения, механической прочности сопрягаемых деталей, а также для обеспечения точной сборки деталей (подшипники качения нормальной точности в корпусах и на валах, зубчатые колеса высокой и средней точности на валах, подшипники скольжения и т.п.).
Квалитеты 8-й и 9-й применяются для посадок при относительно меньших требованиях к однородности зазоров или натягов и для посадок, обеспечивающих среднюю точность сборки (посадки с зазором для компенсации погрешностей формы и расположения сопрягаемых поверхностей, опоры скольжения средней точности, посадки с большими натягами).
Квалитет 10-й применяется в посадках с зазором и в тех же случаях, что и 9-й, если условия эксплуатации допускают некоторое увеличение колебания зазоров в соединениях.
Квалитеты 11-й и 12-й применяются в соединениях, где необходимы большие зазоры и допустимы их значительные колебания (грубая сборка). Эти квалитеты распространены в неответственных соединениях машин (крышки, фланцы, дистанционные кольца и т.п.).
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях, х, например: ― Общие допуски по ГОСТ 30893.1: Н14, h14, ± IТ14/2.
В этой записи Н14 означает неуказанные предельные отклонения для отверстий, h14 – для валов, ±IТ14/2 — предельные отклонения для размеров, не относящимся ни к отверстиям, ни к валам, назначенные по точному, среднему, грубому или очень грубому классам точности.
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала. Посадки с нулевым гарантированным зазором типа Н/h («скольжения») применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например, при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку H11/h11, при более высоких — H8/h7 или H7/h6.
Посадки с наименьшим гарантированным зазором («движения») используют для обеспечения точного вращения деталей с небольшой скоростью. К таким посадкам относятся посадки типа H/g или G/h. В опорах скольжения, работающих при средних скоростях, применяют посадки с несколько большим гарантированным зазором, например, H7/f7 или H8/f8.
При сравнительно невысоких требованиях к точности вращения и относительно высоких скоростях в опорах скольжения используют так называемые «ходовые» и «широкоходовые» посадки типа Н7/е8, Н8/е8. Такие же посадки применяют в направляющих скольжения, обеспечивающих свободное перемещение деталей, а для создания разъемных неподвижных соединений (например, крышка — корпус), при наличии требования легкой сборки и разборки, можно использовать более грубые посадки, такие как Е9/h8, H8/d9, H9/d9, а при отсутствии требований к точности центрирования — посадку H11/d11.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала. Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.
В справочных материалах рекомендуются следующие посадки в порядке возрастания гарантированного натяга: «легкопрессовые», «среднепрессовые», «тяжелые прессовые» и «усиленные прессовые». К посадкам с минимальным гарантированным натягом («легкопрессовым») относят посадки H7/p6, H7/r6, P7/h6 и ряд других. Их используют в соединениях, передающих без дополнительных элементов крепления крутящий момент, который не превышает 1/4 предельного крутящего момента (наибольшего момента, передаваемого соответствующим валом).
Посадки с умеренным гарантированным натягом («среднепрессовые») обеспечивают наименьшее значение относительного натяга (отношение натяга в сопряжении к номинальному диаметру сопряжения) до 0,5 мкм/мм. Такие посадки применяют в соединениях, без дополнительных элементов крепления передающих крутящий момент до 1/2 предельного значения . К среднепрессовым посадкам относят H7/s6, H7/s7, S7/h6 и ряд других.
Посадки с большим гарантированным натягом («тяжелые прессовые»; дают наименьший относительный гарантированный натяг до 1 мкм/мм и при достаточной площади сопрягаемых поверхностей образуют соединения, равнопрочные валу. К таким посадкам относят сопряжения H7/t6, H7/u7, T7/h6 и т. д.
Посадки с наибольшими гарантированными натягами («усиленные прессовые», обеспечивающие относительные натяги более 1 мкм/мм) дают равнопрочные валу соединения. Для таких посадок используют сочетания полей допусков H8/х8 и H8/z8.
Переходные посадки, как правило, применяют для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа H/h), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
Переходная посадка – посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично. Переходные посадки можно разделить на три группы: посадки с преимущественными зазорами («плотные»), посадки с примерно равной вероятностью зазоров и натягов («напряженные») и посадки с преимущественными натягами («глухие»).
«Плотные» посадки обеспечивают довольно высокую точность центрирования и используются для сопряжений с валами зубчатых колес, шкивов, полумуфт и т. д. Типы посадок с преимущественными зазорами: H7/js6, H8/js7, Js7/h6 и др. Как правило, детали собираются в соединения без применения слесарного инструмента.
«Напряженные» посадки образуются при использовании сочетаний полей допусков с большей степенью перекрытия, например: H7/k6, H8/k7, K7/h6 и и т. д. Они обеспечивают высокую точность центрирования деталей и могут использоваться в условиях вибрационных или динамических нагрузок. Для сборки и разборки таких соединений необходимо применение слесарного инструмента.
«Глухие» посадки практически всегда обеспечивают натяги в соединениях, и для их сборки могут использоваться нагревательные, холодильные установки или прессы. Это посадки H7/n6, N6/h5, N7/h6 и т. д. Область применения таких посадок — соединения, в которых не допускаются зазоры, как возможные причины мертвых ходов, а также ударов и других нежелательных динамических явлений.
Более полные рекомендации по выбору посадок и допусков несопрягаемых поверхностей содержатся в справочниках.

При записи предельных отклонений числовыми значениями верхние
отклонения помещают над нижними, а предельные отклонения, равные
нулю, не указывают.Посадки могут обозначаться:
- с указанием полей допусков в буквенно-цифровой форме: 20 H7/g6;
- с указанием числовых значений предельных отклонений: 20 +0,021/ -0,07 -0,020
- с одновременным указанием полей допусков в буквенноцифровой форме и числовых значений предельных отклонений (в скобках): 20 H7(+0,021)/g6 (-0,07 -0,020)
При симметричном расположении поля допуска абсолютную
величину отклонений указывают один раз со знаком ±; при этом высота
цифр, определяющих отклонения, должна быть равна высоте шрифта
номинального размера, например: 60±0,23.
Указывать предельные размеры допускается также на сборочных
чертежах для зазоров, натягов, мертвых ходов и т. п., например: «Осевое
смещение кулачка выдержать в пределах 0,4—1,1 мм».
Прежде чем решить, какие типы посадок подходят для ваших продуктов, вы должны знать свой бюджет. Например, использование посадок с более жесткими допусками будет стоить дороже, чем обычно
Если вам необходима помощь в назначении посадок поверхности детали на чертеже, вы можете обратиться ко мне. Инженерные работы по чертежам, моделям и инженерная поддержка положительно зарекомендовали себя почти в 100 государствах на всех обитаемых континентах. Благодаря моей инженерной поддержке качество вашего продукта может превзойти ваших конкурентов в кратчайшие сроки.
Если у вас есть, что добавить по теме, не стесняйтесь. Как и всегда, если есть какие-то вопросы, мысли, дополнения и всё такое прочее, то добро пожаловать в комментарии к этой записи. Желаю запаса бодрости и бьющейся энергии для достижения желанных побед. Пусть дивное настроение не иссякнет, а теплая улыбка дарит позитив окружающим.
https://instagram.com/p/CHfxsHXgS2O