БИЛЕТ 9
ВОПРОС 1. При сварке каких, перечисленных ниже, сталей более вероятно появление холодных трещин?
1. С содержанием углерода до 0,25 %.
2. С содержанием углерода более 0,4 %.
3. С содержанием углерода от 0,25 % до 0,35 %.
ВОПРОС 2. Какой буквой русского алфавита обозначают углерод и цирконий в маркировке стали?
1. Наличие углерода буквой не обозначают, цирконий-Ц.
2. Углерод -У , цирконий — не обозначают.
3. Углерод — С, цирконий — К.
ВОПРОС 3. Какие стали относятся к сталям аустенитного класса?
1. 08Х18Н9, 03Х16Н9М2, 10Х17Н13М2Т.
2. 08Х13, 05Х12Н2М, 08Х14МФ.
3. 12МХ, 12ХМ, 20ХМА.
ВОПРОС 4. Какая физическая величина определяется при статическом изгибе? (I — IV)
1. Предел прочности при изгибе.
2. Ударную вязкость при изгибе.
3. Угол загиба.
ВОПРОС 5. Какую форму статической характеристики должен иметь источник питания для РДС?
1. Крутопадающую.
2. Жесткую.
3. Возрастающую.
ВОПРОС 6. Что следует контролировать при проверке состояния и размеров сварочных электродов?
1. Длину непокрытой части электрода.
2. Длину электрода.
3. Диаметр металлического стержня, толщину покрытия и равномерность его нанесения.
ВОПРОС 7. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 8. Какова роль легирующих элементов в электродном покрытии?
1. Придают наплавленному металлу специальные свойства.
2. Обеспечивают хорошую отделимость шлаковой корки.
3. Снижают степень разбрызгивания жидкого металла.
ВОПРОС 9. Электроды каких марок имеют основное покрытие?
1. АНО-3, АНО-6, МР-3.
2. УОНИИ 13/45, УОНИИ 13/55, СМ-11.
3. АНО-7, АНО-8.
ВОПРОС 10. Укажите, род (переменный или постоянный) и полярность тока (прямая или обратная), , рекомендуемые для выполнения ручной дуговой сварки электродами с целлюлозным покрытием.
1. На постоянном токе, прямой полярности.
2 . На постоянном токе, обратной полярности.
3. На переменном токе.
ВОПРОС 11. Когда образуются горячие трещины?
1. Через несколько минут после остывания сварного соединения ниже температуры 1000С.
2. Во время кристаллизации металла шва.
3. Через некоторое время после остывания сварного соединения до комнатной температуры.
ВОПРОС 12. Укажите причины образования шлаковых включений при РДС?
1. Неправильный выбор режимов сварки, применение некачественных электродов, плохая зачистка поверхности предыдущего слоя сварного шва.
2. Применение электродов с толстой обмазкой, сварка без разделки кромок.
3. Сварка при повышенной влажности окружающего воздуха, или при низкой температуре.
ВОПРОС 13. Как исправить швы с подрезом глубиной более 15% от толщины кромки?
1. Механическим способом удалить металл в районе подреза и наложить ниточный шов.
2. Место подреза заплавить ниточным швом.
3. Сделать плавный переход механической выборкой от наплавленного валика к основному металлу.
ВОПРОС 14. Какие из приведенных ниже групп сталей относятся к высокохромистым?
1. 03Х16Н9М2, 08Х18Н10, 10ХН1М.
2. 08Х13, 06Х12Н3Д, 1Х12В2МФ.
3. 10Х2М, 20ХМА.
ВОПРОС 15. Каким инструментом пользуются при визуальном и измерительном контроле для обнаружения недопустимых поверхностных тещин в сварном шве?
1. Шаблоном сварщика.
2. Лупой и линейкой.
3. Измерительным микроскопом.
ВОПРОС 16. Что способствует появлению пор в металле шва?
1. Сильный ветер при сварке на открытой площадке.
2. Высокая скорость сварки.
3. Слишком малый зазор в стыке.
ВОПРОС 17. Кто подключает сварочный источник питания к распределительному щиту?
1. Бригадир сварочной бригады или мастер.
2. Сварщик, сдавший экзамен по правилам электробезопасности.
3. Дежурный электрик.
ВОПРОС 18. Чем обусловлено появление непроваров в корне шва?
1. Малым зазором в стыке при сборке под сварку.
2. Чрезмерным углом разделки кромок.
3. Завышением силы сварочного тока при сварке.
ВОПРОС 19. С какого возраста сварщики допускаются к выполнению сварочных работ?
1. С 16 лет.
2. С 18 лет.
3. С 20 лет.
ВОПРОС 20. От чего зависит выбор плотности защитного стекла для сварочной маски при РДС?
1. От остроты зрения сварщика.
2. От величины сварочного тока.
3. От величины сварочного тока и напряжения на дуге.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10

- Главная
- Промышленная безопасность
- Охрана труда
- Тестирование
- Контакты
Билет № 18
Инструкция
- Когда образуются горячие трещины?
Через несколько минут после остывания сварного соединения ниже температуры 1000С.
Во время кристаллизации металла шва.
Через некоторое время после остывания сварного соединения до комнатной температуры. - Укажите причины образования шлаковых включений при РДС?
Неправильный выбор режимов сварки, применение некачественных электродов, плохая зачистка поверхности предыдущего слоя сварного шва.
Применение электродов с толстой обмазкой, сварка без разделки кромок
Сварка при повышенной влажности окружающего воздуха, или при низкой температуре. - Как исправить швы с подрезом глубиной более 15% от толщины кромки?
Механическим способом удалить металл в районе подреза и наложить ниточный шов.
Место подреза заплавить ниточным швом.
Сделать плавный переход механической выборкой от наплавленного валика к основному металлу. - Какие из приведенных ниже групп сталей относятся к высокохромистым?
03Х16Н9М2, 08Х18Н10, 10ХН1М.
08Х13, 06Х12Н3Д, 1Х12В2МФ.
10Х2М, 20ХМА. - Каким инструментом пользуются при визуальном и измерительном контроле для обнаружения недопустимых поверхностных тещин в сварном шве?
Шаблоном сварщика.
Лупой и линейкой.
Измерительным микроскопом. - Что способствует появлению пор в металле шва?
Сильный ветер при сварке на открытой площадке.
Высокая скорость сварки.
Слишком малый зазор в стыке. - Кто подключает сварочный источник питания к распределительному щиту?
Бригадир сварочной бригады или мастер.
Сварщик, сдавший экзамен по правилам электробезопасности.
Дежурный электрик. - Чем обусловлено появление непроваров в корне шва?
Малым зазором в стыке при сборке под сварку.
Чрезмерным углом разделки кромок.
Завышением силы сварочного тока при сварке. - Что является отличительным признаком дуговой сварки порошковой проволокой?
Использование электродной проволоки
Использование электродной проволоки, состоящей из металлической оболочки, заполненной порошкообразным веществом.
Порошковая проволока марки ПП-2ДСК - От чего зависит выбор плотности защитного стекла для сварочной маски при РДС?
От остроты зрения сварщика.
От величины сварочного тока.
От величины сварочного тока и напряжения на дуге.
Разделы
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Содержание
- Причины образования
- Восемь советов для уменьшения вероятности образования
- Правильное тепловложение
- Правильный угол электрода
- Правильная скорость сварки
- Правильный выбор газовой защиты
- Правильная техника сварки
- Правильное пространственное положение при сварке
- Использовать многослойную сварку
- Использование предварительного подогрева
- Измерение глубины подреза сварного шва
- Прибор для измерения
- Измерение универсальным шаблоном сварщика (УШС-3; УШС-4)
- Допуски на подрезы
- Ремонт
- Подрез сварного шва
- это дефект который характеризуется образованием продолговатого углубления (канавки) остроугольной формы в зоне сплавления сварного шва и основного металла или металла сварного шва предыдущего слоя.
Похожие определения для данного вида дефекта сварного шва указаны и в нормативных документах на сварку ГОСТ 2601 и ГОСТ 30242:
- Подрез
- это дефект в виде углубления по линии сплавления сварного шва с основным металлом.
- Подрез
- это углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке.

Напоминаем, что в статье о дефектах сварных швов и в пособии о дефектах сварных швов Юхина Н.А. есть фотографии, причины и способы устранения всех дефектов сварки.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
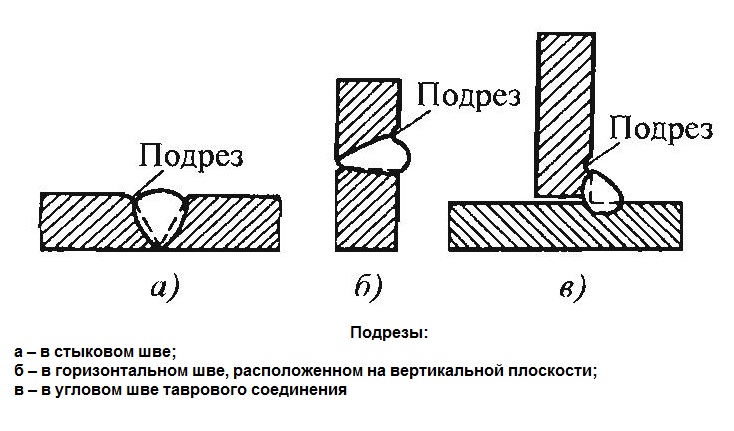
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Восемь советов для уменьшения вероятности образования подрезов в сварном шве
Ниже приведены рекомендации, которые помогут уменьшить вероятность образования подрезов при сварке изделий из труб, листов, швеллеров, уголков и т.д.
Правильное тепловложение
Одной из самых главных причин образования подрезов в сварных швах является большая величина нагрева при выполнении сварки вблизи свободных краев детали в результате чего происходит более глубокое проплавление одной из кромок, что приводит к образованию канавки, которая остается после затвердевания металла сварочной ванны. Это может привести к перегреву и расплавлению близлежащего основного металла или ранее наложенного металла шва. Для предотвращения необходимо следить за тепловложением при этом уменьшая сварочный ток при приближении к более тонким участкам детали или к свободному краю изделия.
Правильный угол электрода
Как известно угол электрода играет очень важную роль для предотвращения образования дефектов при сварке. Если выполнить сварку с неправильным углом, который будет направлять больше тепла к свободным кромкам изделия, вероятность образования подреза увеличивается в несколько раз. В связи с чем необходимо использовать правильный угол, чтобы направлять больше тепла на более толстую часть детали.
Правильная скорость сварки
Сварка с большой скоростью является еще одной причиной образования подрезов на сварных швах. При большой скорости некоторая часть основного металла переходит в расплавленный металл сварного шва и в результате быстрой кристаллизации остаются углубления (канавки) по краям. Поэтому рекомендуется производить сварку в умеренном темпе потому что слишком маленькая скорость сварки не дает удовлетворительных результатов. Таким образом, конкретным условиям сварки соответствует определенный диапазон скорости, в пределах которого возможно получение швов без подрезов.
Правильный выбор газовой защиты
При сварке полуавтоматом неправильный выбор защитных газов также является одной из основных причин подрезов при сварке. Сварщик должен быть уверен, что использует правильную сварочную смесь, которая подходит именно для сварки этого металла. Применение смесей углекислоты с инертными газами обеспечивает качественные результаты при сварке углеродистых сталей.
Правильная техника сварки
Причиной образования подрезов при сварке также является попытка сварщика выполнять сварку с чрезмерными поперечными колебаниями электрода. Рекомендуется выполнять сварку с минимальными поперечными колебаниями – так называемым «ниточным швом». Размер колебаний не должен превышать допустимых значений, потому что это значительно увеличивает вероятность образования подреза в сварном шве. Для предотвращения образования данного дефекта сварного шва необходимо либо уменьшить ширину поперечных колебаний электрода, либо выполнять многослойный шов вместо однослойного.
При ручной дуговой сварке покрытыми электродами рекомендуемый размах поперечных колебаний должен составлять не более 2-3 диаметров электрода.
Правильное пространственное положение при сварке
Сварка в горизонтальном или вертикальном положении в свою очередь увеличивает вероятность образования подреза шва. В данном случае, канавка образуется из-за недостаточного заполнения вдоль зоны сплавления шва. Если есть возможность, сварку необходимо выполнять в нижнем положении.
Использовать многослойную сварку
Это самый лучший вариант для предотвращения образования подрезов при сварке. Техника наложения многослойного шва подразумевает выполнение всех вышесказанных рекомендаций и помогает добиться качественных сварных соединений с гарантированными механическими свойствами.
Использование предварительного подогрева
Предварительный подогрев снижает скорость кристаллизации металла и улучшает смачиваемость за счет меньшей разности температур между сильно нагретым металлом сварочной ванны и слабо нагретым основным металлом.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.

Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° — для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.

Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.

Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.


Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
- в изделиях для атомных станций согласно ПНАЭГ 7-010-89 подрезы не допускаются.
- для трубопроводов пара и горячей воды тепловых станций и труб в пределах котла согласно РД 2730.940.103 подрезы глубиной 0,2 мм и менее допускается не учитывать.
- для трубопроводов по СНиП 3.05.05 и газопроводов по СНиП 3.05.02 допускаются подрезы глубиной не более 0,5 мм
- согласно СНиП III-18-75 при изготовлении, монтаже стальных конструкций зданий и производственных сооружений допустимая глубина подрезов в швах составляет не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Ремонт подрезов сварных швов
В зависимости от требований нормативных документов в некоторых случаях допускается небольшие подрезы исправлять методом зачистки без последующей сварки. Если требуется проведение ремонта с последующей сваркой — процесс исправления состоит из следующих этапов:
- Зачистка механическим способом до полного удаления дефекта
- Визуальный контроль места зачистки. Если деталь является ответственной – необходимо проведение капиллярного контроля данного места, чтобы удостоверится в полноте удаления дефекта.
- Повторная сварка данного участка сварного соединения. Желательно, при исправлении, применять сварку аргоном т.к. она позволяет более ювелирно произвести процесс наложения сварного шва.
- Визуальный и измерительный контроль места где производился ремонт подреза сварного шва. Необходимо еще раз проверить ширину и высоту сварного шва, чтобы они соответствовали требованиям чертежа и нормативных документов.
Содержание
- Что такое подрез в сварке и 7 способов его предотвращения
- Причины возникновения
- Способы предотвращения подрезов сварных швов
- Устранение подрезов
- Допускаются ли подрезы в сварных швах
- Что такое подрез в сварке?
- Содержание
- Причины образования подрезов при сварке
- Восемь советов для уменьшения вероятности образования подрезов в сварном шве
- Правильное тепловложение
- Правильный угол электрода
- Правильная скорость сварки
- Правильный выбор газовой защиты
- Правильная техника сварки
- Правильное пространственное положение при сварке
- Использовать многослойную сварку
- Использование предварительного подогрева
- Измерение глубины подреза сварного шва
- Прибор для измерения глубины подреза сварного шва
- Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
- Допуски на подрезы в сварных швах
- Ремонт подрезов сварных швов
Что такое подрез в сварке и 7 способов его предотвращения
Изъян, называемый подрезом, это углубление, образующееся рядом со швом. Из-за уменьшения толщины металла на месте дефекта снижается прочность сварного соединения. Внешне подрезы выглядят как усадочные канавки по всей длине шва или на отдельных участках.

Причины возникновения
Чаще всего изъяны, называемые подрезами, получаются у неопытных сварщиков при неправильном выборе тока. Также причиной могут стать:
- плохая смачиваемость металла заготовок;
- изменение длины дуги при наложении сварного шва;
- значительные отклонения электрода от оси стыка;
- неудобное для сварки расположение заготовок;
- некачественная подготовка кромок;
- завышение скорости проведения работы;
- неправильный угол наклона электрода.
Способы предотвращения подрезов сварных швов
Риск образования дефектов сводится к минимуму, если подготовка стыка выполнена в полном объеме, а сварка проводится с соблюдением технологических правил:
- Чтобы не было подреза на сварном шве, заготовки для улучшения смачиваемости предварительно подогревают. Это улучшает растекание жидкого металла по ширине стыка, снижает вероятность образования очагов напряженности.
- При неправильном положении электрода дефекты появляются из-за неравномерного нагрева кромок. При соединении разных по толщине деталей большую часть тепла направляют на толстую кромку. Углеродистую сталь сваривают, наклоняя электрод углом вперед.
- При повышенной скорости сварки металл в центральной части шва быстро остывает, создавая по краям усадочные канавки. Однако чрезмерное снижение скорости не избавляет от проблемы. Поэтому оптимальное значение выбирают в соответствии с маркой свариваемого железа.
- Вероятность образования огрехов значительно возрастает при неверном выборе защитного газа. Углеродистую сталь сваривают в среде из смеси инертного и углекислого газа. Для работы с другими материалами тип газа выбирают в зависимости от вида свариваемого металла.
- У неопытных сварщиков дефекты чаще всего появляются при нарушении правил проведения сварочных работ. Когда диаметр электрода меньше ширины шва, приходится делать поперечные движения с большой амплитудой. После такой сварки образование подрезов неизбежно. Поэтому по возможности нужно уменьшать ширину соединения или сваривать его несколькими проходами. Чтобы не было перегрева основного металла, рабочий ток устанавливают в соответствии с толщиной заготовок. Сварку выполняют короткой дугой с постоянной скоростью.
- При наложении вертикальных швов огрехи образуются из-за сложности заполнения пространства стыка расплавленным металлом. Поэтому соединение заготовок, если есть такая возможность, следует выполнять в горизонтальном положении с меньшим расходом электродов. Чтобы исключить образование подрезов, угловые швы накладывают способом «в лодочку».
- Лучшим способом для предотвращения подрезов считается создание сварных соединений инверторами с функциями MIG/MAG. Кроме усадочных канавок эти аппараты позволяют избежать появления других изъянов на сварных швах.
Устранение подрезов
Для устранения такого дефекта участок изъяна очищают от шлака и грязи, а затем заваривают тонким швом. Желательно, чтобы у электрода был высокий показатель смачиваемости. Однако при этом увеличивается потребность в расходных материалах. Чтобы избежать непредусмотренных затрат, подрезы в сварных швах устраняют аргонодуговой сваркой неплавящимся электродом. После нагрева огрех замазывают расплавленным металлом. Однако такой метод исправления не рекомендуется, если соединение было выполнено другим видом сварки, так как внутри могут быть поры, посторонние включения и пр. Чтобы прочность не уменьшалась, участки сварного соединения с многочисленными подрезами вырубают или вырезают до основного металла и переваривают. Размер удаляемой части должен превышать длину изъяна на 1- 2 см с каждой стороны.
После исправления сварные соединения проходят повторную проверку. При выявлении дефектов отправляются на доработку. Один и тот же участок допускается исправлять в зависимости от сорта стали не более 2 — 3 раз. Это связано с изменением характеристик металла после повторной сварки. При исправлении следует учитывать, что при усилении сварного соединения снижается стойкость к вибрации.
Допускаются ли подрезы в сварных швах
Смонтированные конструкции принимают в эксплуатацию, если размеры подрезов в сварных швах не превышают указанных в ГОСТ30242-97 норм. Окончательное решение принимают после рассмотрения следующих факторов:
- размер конструкции и длина шва;
- как дефект влияет на прочность изделия с учетом начального и остаточного напряжения;
- вид и параметры изъяна;
- характеристики подреза по текучести, сопротивляемости, вязкости, пластичности;
- в каких условиях будет эксплуатироваться смонтированная конструкция;
- степень влияния дефекта на функциональность.
Прибор для замера изъянов должен иметь необходимый предел измерения. Поэтому следует внимательно изучить инструкцию, чтобы знать его возможности. Прибором с пределом до 5 мм не получится с необходимой точностью измерить дефект до 2 мм.
Даже у многоопытных сварщиков случаются подрезы, поэтому новичкам не следует расстраиваться, если не все швы получаются идеальными. Чтобы снизить количество огрехов в период обучения сварку лучше выполнять многофункциональными инверторами. Дополнительные опции такого оборудования компенсируют недостаток опыта.
Источник
Что такое подрез в сварке?
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Содержание
Похожие определения для данного вида дефекта сварного шва указаны и в нормативных документах на сварку ГОСТ 2601 и ГОСТ 30242:
Подрез это дефект в виде углубления по линии сплавления сварного шва с основным металлом. Подрез это углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке. 
Напоминаем, что в статье о дефектах сварных швов и в пособии о дефектах сварных швов Юхина Н.А. есть фотографии, причины и способы устранения всех дефектов сварки.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Восемь советов для уменьшения вероятности образования подрезов в сварном шве
Ниже приведены рекомендации, которые помогут уменьшить вероятность образования подрезов при сварке изделий из труб, листов, швеллеров, уголков и т.д.
Правильное тепловложение
Одной из самых главных причин образования подрезов в сварных швах является большая величина нагрева при выполнении сварки вблизи свободных краев детали в результате чего происходит более глубокое проплавление одной из кромок, что приводит к образованию канавки, которая остается после затвердевания металла сварочной ванны. Это может привести к перегреву и расплавлению близлежащего основного металла или ранее наложенного металла шва. Для предотвращения необходимо следить за тепловложением при этом уменьшая сварочный ток при приближении к более тонким участкам детали или к свободному краю изделия.
Правильный угол электрода
Как известно угол электрода играет очень важную роль для предотвращения образования дефектов при сварке. Если выполнить сварку с неправильным углом, который будет направлять больше тепла к свободным кромкам изделия, вероятность образования подреза увеличивается в несколько раз. В связи с чем необходимо использовать правильный угол, чтобы направлять больше тепла на более толстую часть детали.
Правильная скорость сварки
Сварка с большой скоростью является еще одной причиной образования подрезов на сварных швах. При большой скорости некоторая часть основного метала переходит в расплавленный металл сварного шва и в результате быстрой кристаллизации остаются углубления (канавки) по краям. Поэтому рекомендуется производить сварку в умеренном темпе потому что слишком маленькая скорость сварки не дает удовлетворительных результатов. Таким образом, конкретным условиям сварки соответствует определенный диапазон скорости, в пределах которого возможно получение швов без подрезов.
Правильный выбор газовой защиты
При сварке полуавтоматом неправильный выбор защитных газов также является одной из основных причин подрезов при сварке. Сварщик должен быть уверен, что использует правильную сварочную смесь, которая подходит именно для сварки этого металла. Применение смесей углекислоты с инертными газами обеспечивает качественные результаты при сварке углеродистых сталей.
Правильная техника сварки
Причиной образования подрезов при сварке также является попытка сварщика выполнять сварку с чрезмерными поперечными колебаниями электрода. Рекомендуется выполнять сварку с минимальными поперечными колебаниями – так называемым «ниточным швом». Размер колебаний не должен превышать допустимых значений, потому что это значительно увеличивает вероятность образования подреза в сварном шве. Для предотвращения образования данного дефекта сварного шва необходимо либо уменьшить ширину поперечных колебаний электрода, либо выполнять многослойный шов вместо однослойного.
При ручной дуговой сварке покрытыми электродами рекомендуемый размах поперечных колебаний должен составлять не более 2-3 диаметров электрода.
Правильное пространственное положение при сварке
Сварка в горизонтальном или вертикальном положении в свою очередь увеличивает вероятность образования подреза шва. В данном случае, канавка образуется из-за недостаточного заполнения вдоль зоны сплавления шва. Если есть возможность, сварку необходимо выполнять в нижнем положении.
Использовать многослойную сварку
Это самый лучший вариант для предотвращения образования подрезов при сварке. Техника наложения многослойного шва подразумевает выполнение всех вышесказанных рекомендаций и помогает добиться качественных сварных соединений с гарантированными механическими свойствами.
Использование предварительного подогрева
Предварительный подогрев снижает скорость кристаллизации металла и улучшает смачиваемость за счет меньшей разности температур между сильно нагретым металлом сварочной ванны и слабо нагретым основным металлом.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.

Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° — для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.

Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.

Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.


Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
- в изделиях для атомных станций согласно ПНАЭГ 7-010-89 подрезы не допускаются.
- для трубопроводов пара и горячей воды тепловых станций и труб в пределах котла согласно РД 2730.940.103 подрезы глубиной 0,2 мм и менее допускается не учитывать.
- для трубопроводов по СНиП 3.05.05 и газопроводов по СНиП 3.05.02 допускаются подрезы глубиной не более 0,5 мм
- согласно СНиП III-18-75 при изготовлении, монтаже стальных конструкций зданий и производственных сооружений допустимая глубина подрезов в швах составляет не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Ремонт подрезов сварных швов
В зависимости от требований нормативных документов в некоторых случаях допускается небольшие подрезы исправлять методом зачистки без последующей сварки. Если требуется проведение ремонта с последующей сваркой — процесс исправления состоит из следующих этапов:
- Зачистка механическим способом до полного удаления дефекта
- Визуальный контроль места зачистки. Если деталь является ответственной – необходимо проведение капиллярного контроля данного места, чтобы удостоверится в полноте удаления дефекта.
- Повторная сварка данного участка сварного соединения. Желательно, при исправлении, применять сварку аргоном т.к. она позволяет более ювелирно произвести процесс наложения сварного шва.
- Визуальный и измерительный контроль места где производился ремонт подреза сварного шва. Необходимо еще раз проверить ширину и высоту сварного шва, чтобы они соответствовали требованиям чертежа и нормативных документов.
Источник
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
3205

В шпаклевке, покраске или любых других ремонтных работах можно столкнуться с дефектами. Они возникают, если мастер совершил технологическую ошибку на каком-либо этапе. В сварке самый «популярный» дефект — горячие трещины.
Для крупных и мелких предприятий есть технологические нормативные акты, в которых появление горячих трещин в готовой конструкции стандартизировано. Есть также ГОСТы, которые подробно описывают, в каких ситуациях допускаются те или иные погрешности.
Каждый ГОСТ имеет свою категорию, относится к своему типу деформаций. Это могут быть стандарты непровара кромки или корня, брызги металла, трещины при горячей и холодной сварке, свищи и пористые отверстия, измененная форма шва и прочее.
- Актуальность проблемы
- Типы
- Предотвращение появления холодных трещин
- Причины образования горячих трещин
- Меры предосторожности
- Исправление
Актуальность проблемы

Сварочные работы в производственных или даже домашних условиях должны выполняться по общим инструкциям, с учетом ГОСТов.
Даже если вы варите что-то «для себя», соблюдение норм поможет сделать это качественнее, а любая «косметическая» или функциональная проблема при выполнении может повлечь за собой траты на обслуживание или даже замену всей конструкции.
Широко известный дефект — горячая трещина. Такой дефект может быть достаточно большим, чтобы увидеть из без увеличительного стекла. Некоторые из них относятся к «микро-«, разглядеть их просто так не получится.
Но и оба варианта могут быть очень опасными для готового соединения.
В зависимости от того, при каком нагреве была сварена конструкция, коррозии могут быть также горячими и холодными. Если швы сделали, например, при 1000 градусов, трещина в них горячая, а если меньше 1000 — холодная.
Оба варианта этого дефекта практически невозможно устранить, поэтому, найдя такие проблемы в изделии, мастер отмечает его как брак, отправляя в металлолом.
Макро и микроструктура стали
Расслоение в исследованных деталях располагается в центре по толщине листа, распространяется в разных деталях на различную глубину, траектория ее имеет ступенчатый характер. В вершине расслоения на поперечных темплетах следы пластической деформации не обнаруживаются. Макроструктура всех исследованных проб характеризуется плотным строением, отсутствуют ярко выраженные дефекты типа газовых пузырей, ликвационных полос, участков с грубой дендритной структурой.
Заметных различий в микроструктуре по различным зонам не отмечается.
Металл характеризуется заметной полосчатостью (рис. 2), которая связана с дендритным строением исходного литого металла в стальном слитке и характерна для катаных легированных сталей. Полосы различной травимости вытянуты вдоль направления прокатки и заметно различаются по микротвердости, и по содержанию легирующих элементов. Светлые полосы содержат повышенное количество молибдена, никеля, меди, кремния и марганца (определение выполнено с помощью микрорентгеноспектрального анализа), в них сосредоточены также НВ-сульфиды и строчечные оксиды, и расслой распространяется также по светлым полосам.
Траектория трещины имеет ступенчатый характер (рис. 3), отсутствуют участки, указывающие на протекание макропластической деформации перед разрушением, на поверхности наблюдаются многочисленные площадки и бороздки, свидетельствующие о хрупком характере разрушения.


Типы
Не важно, какой термический режим вы выбирали, сваривая элементы. Трещины будут иметь свои особенности в зависимости от положения, например, радиального или продольного.
Горячие — это деструкции между кристаллами металла сварочного шва. Это может касаться и зоны в 10-15 сантиметров около шва, на которую тоже воздействует температура аппарата.
Обычно горячие трещины выглядят как надрез или неравномерный шов и появляются уже тогда, когда соединение остывает после варки. Сам шов с такой трещиной будет темным и кривым.
Если вы сваривали элементы, используя температуру до двухсот градусов, появляются трещины холодные. Такие нарушения — это единичные деструкции, которые также возникают уже на остывшем металле.
На месте перелома они светлые, а возникают около шва. С холодными трещинами вы столкнётесь при использовании дугового типа сварки для элементов из плотного металла с большой площадью поперечного разреза.
Кристаллизация
Кристаллы образуются в процессе остывания металла, то есть в тот период, когда он из жидкого состояния переходит в твердое. Именно такой процесс имеет место быть после сваривания заготовок. В это время высока вероятность деформации металла и образования трещин.
В процессе кристаллизации сварного шва образуются горячие трещины. Их еще называют кристаллизационными. Они становятся заметными уже на последнем этапе кристаллизации, когда температура близка к солидусу и исчезают последние капли жидкого металла.
Предотвращение появления холодных трещин

Чтобы избежать холодных трещин важно тщательно прокалить используемый флюс и электродные стержни, а также заранее нагреть все детали до 200-400 градусов.
Желательно предварительно ознакомиться с требованиями по температуре для металла элементов, выбранного типа сварки. Узнайте, какой шов, а также порядок работы подходят в вашем случае.
Обеспечьте медленное остывание обработанной конструкции и ни в коем случае не используйте для этого охладительные элементы. Чтобы снять напряжение с деталей, проведите смягчающий отжиг.
Причины образования горячих трещин

Окислы появляются при использовании дополнительных примесей. Элементы, которые сегрегируют, становятся причиной горячих дефектов не только тогда, когда плавятся.
Они образуют тонкую пленку, которая уменьшает прочность на границе. Внутренние причины горячих трещин — отдельные свойства присадочных материалов.
Кроме этого возникновению горячих трещин способствует присутствие жидких прослоек или лишних примесей в металле, который вы свариваете.
Использование элементов из вольфрама, ванадия и титана усложняет сварку и нарушает химические связи внутри конструкции. Проблемы вызывают и нарушения целостности детали при её укорочении.
Если жёстко зафиксировать деталь при работе, она будет остывать неравномерно и может «покрыться» горячими коррозиями.

Деформации с большей вероятностью появляются, когда металл становится жидким. Когда он в таком состоянии, его атомы массово перемещаются, а вместе с ними в металл переходят и грязевые частички из внешней среды.
А, пока металл остывает, в нём возникает лишнее напряжение. Такое происходит, когда шов «сел» неравномерно. Это основа возникновения именно поперечных горячих разломов.
Чтобы предотвратить эти проблемы нужно «следить» за металлом, пока он находится в расплавленном состоянии и создать условия для его раскисления. Желательно подобрать аналог сере, которая создает плёнки, это может быть, например, марганец.
Если всё-таки вы выбрали серу, следите за тем, чтобы она проходила слева от перитектической точки. Так выделится вещество, которое лучше ее растворит и исключит появления горячей деформации.
Каким методом лучше оперировать анальную трещину?
Всего существует три основных способа хирургического лечения разрыва слизистой оболочки анального канала:
1. Скальпелем
: трещина иссекается, а края раны ушиваются. По состоянию на сегодня метод практически нигде не применяется по причине его высокой травматичности и низкой эффективности.
2. Лазером
: при помощи лазерного луча заданной мощности края трещины освежевываются, а сам разрыв коагулируется. Этот метод достаточно болезненный и практически бесполезный для лечения застарелых трещин.
3. Радиоволновым способом
: разрыв удаляется бесконтактным путём при помощи аппарата «Сургитрон», который генерирует сфокусированный «пучок» радиоволн, позволяющих рассекать ткани и коагулировать раны. Способ безболезнен и имеет минимальный риск последующего рецидива.
Таким образом, если у пациента имеется выбор, лучше всего отдать предпочтение радиоволновому методу терапии.
Меры предосторожности

Чтобы во время или по окончании работы не образовывались горячие или холодные трещины, нужно запомнить несколько простых правил и придерживаться их.
Надёжная фиксация элементов при работе обеспечит равномерное распределение температуры в изделии.
Стоит учитывать и толщину стенки металлической детали и подбирать шов по ней: если шов будет слишком маленьким по отношению к детали, скорее всего, появятся проблемы.
Кроме шва подобрать режим сварки (от температуры до направленности электрического поля), угол наклона стержня.
Подготовьте детали и материалы перед работой. Детали нужно обработать термически, а электроды выбирать, учитывая тип сварки, материалом элементов и температурой.
Не стоит покупать дешевые электроды, это может повлиять на аккуратность и равномерность шва. Не допускайте перегрева или превышения силы тока для выбранного типа сварки.
Чтобы не спровоцировать появление горячей деформаций, нужно в первую очередь обратить внимание на инструкции к работе с конкретными сталями или сплавами.
Кроме этого, важно увеличивать или уменьшать ширину шва в соответствии с расширением или сужением сечения изделия. Швы должны быть цельными.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 9
ВОПРОС 1. При сварке каких, перечисленных ниже, сталей более вероятно появление холодных трещин?
1. С содержанием углерода до 0,25 %.
2. С содержанием углерода более 0,4 %.
3. С содержанием углерода от 0,25 % до 0,35 %.
ВОПРОС 2. Какой буквой русского алфавита обозначают углерод и цирконий в маркировке стали?
1. Наличие углерода буквой не обозначают, цирконий-Ц.
2. Углерод -У , цирконий — не обозначают.
3. Углерод — С, цирконий — К.
ВОПРОС 3. Какие стали относятся к сталям аустенитного класса?
1. 08Х18Н9, 03Х16Н9М2, 10Х17Н13М2Т.
2. 08Х13, 05Х12Н2М, 08Х14МФ.
3. 12МХ, 12ХМ, 20ХМА.
ВОПРОС 4. Какая физическая величина определяется при статическом изгибе? (I — IV)
1. Предел прочности при изгибе.
2. Ударную вязкость при изгибе.
3. Угол загиба.
ВОПРОС 5. Какую форму статической характеристики должен иметь источник питания для РДС?
1. Крутопадающую.
2. Жесткую.
3. Возрастающую.
ВОПРОС 6. Что следует контролировать при проверке состояния и размеров сварочных электродов?
1. Длину непокрытой части электрода.
2. Длину электрода.
3. Диаметр металлического стержня, толщину покрытия и равномерность его нанесения.
ВОПРОС 7. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 8. Какова роль легирующих элементов в электродном покрытии?
1. Придают наплавленному металлу специальные свойства.
2. Обеспечивают хорошую отделимость шлаковой корки.
3. Снижают степень разбрызгивания жидкого металла.
ВОПРОС 9. Электроды каких марок имеют основное покрытие?
1. АНО-3, АНО-6, МР-3.
2. УОНИИ 13/45, УОНИИ 13/55, СМ-11.
3. АНО-7, АНО-8.
ВОПРОС 10. Укажите, род (переменный или постоянный) и полярность тока (прямая или обратная), , рекомендуемые для выполнения ручной дуговой сварки электродами с целлюлозным покрытием.
1. На постоянном токе, прямой полярности.
2 . На постоянном токе, обратной полярности.
3. На переменном токе.
ВОПРОС 11. Когда образуются горячие трещины?
1. Через несколько минут после остывания сварного соединения ниже температуры 1000С.
2. Во время кристаллизации металла шва.
3. Через некоторое время после остывания сварного соединения до комнатной температуры.
ВОПРОС 12. Укажите причины образования шлаковых включений при РДС?
1. Неправильный выбор режимов сварки, применение некачественных электродов, плохая зачистка поверхности предыдущего слоя сварного шва.
2. Применение электродов с толстой обмазкой, сварка без разделки кромок.
3. Сварка при повышенной влажности окружающего воздуха, или при низкой температуре.
ВОПРОС 13. Как исправить швы с подрезом глубиной более 15% от толщины кромки?
1. Механическим способом удалить металл в районе подреза и наложить ниточный шов.
2. Место подреза заплавить ниточным швом.
3. Сделать плавный переход механической выборкой от наплавленного валика к основному металлу.
ВОПРОС 14. Какие из приведенных ниже групп сталей относятся к высокохромистым?
1. 03Х16Н9М2, 08Х18Н10, 10ХН1М.
2. 08Х13, 06Х12Н3Д, 1Х12В2МФ.
3. 10Х2М, 20ХМА.
ВОПРОС 15. Каким инструментом пользуются при визуальном и измерительном контроле для обнаружения недопустимых поверхностных тещин в сварном шве?
1. Шаблоном сварщика.
2. Лупой и линейкой.
3. Измерительным микроскопом.
ВОПРОС 16. Что способствует появлению пор в металле шва?
1. Сильный ветер при сварке на открытой площадке.
2. Высокая скорость сварки.
3. Слишком малый зазор в стыке.
ВОПРОС 17. Кто подключает сварочный источник питания к распределительному щиту?
1. Бригадир сварочной бригады или мастер.
2. Сварщик, сдавший экзамен по правилам электробезопасности.
3. Дежурный электрик.
ВОПРОС 18. Чем обусловлено появление непроваров в корне шва?
1. Малым зазором в стыке при сборке под сварку.
2. Чрезмерным углом разделки кромок.
3. Завышением силы сварочного тока при сварке.
ВОПРОС 19. С какого возраста сварщики допускаются к выполнению сварочных работ?
1. С 16 лет.
2. С 18 лет.
3. С 20 лет.
ВОПРОС 20. От чего зависит выбор плотности защитного стекла для сварочной маски при РДС?
1. От остроты зрения сварщика.
2. От величины сварочного тока.
3. От величины сварочного тока и напряжения на дуге.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 9